Твердение бетона за 2 часа – миф или реальность?

У вас бывало такое ощущение по отношению к каким-либо вещам или событиям, что все уж слишком хорошо, чтобы быть правдой? Именно такие смешанные чувства вызывают свойства нового покрытия для бетона, которое гарантирует сушку по всей его толщине от 5 до 120 минут.
Такое заявление, вырванное из контекста, имеет характер научной фантастики. Что ж, посмотрим на факты, они уж точно не врут.
Уменьшение времени сушки бетона – увеличение производительности

Делали когда-нибудь бетонную стяжку у себя дома?
Да, это надежно, но очень, очень долго ждать, пока бетон не затвердеет до того момента, как можно продолжать работы с полом. Это примерно месяц.
А теперь представьте масштаб «катастрофы» в профессиональной строительной сфере. Сколько нужно ждать мастерам, подстраивать свои рабочие процессы и, несомненно, тормозить ход строительства, только из-за того, что бетон набирает прочность не так быстро, как хотелось бы.
Конечно, сегодня в широком применении всевозможные ускорители твердения, которые помимо сжатых сроков схватывания гарантируют и дополнительный процент прочности бетону. Но, все же, этот процесс ускоряется максимум на пару часов, что сравнимо со скоростью черепахи и улитки.

Не останавливаясь на достигнутых достижениях в этой области, немецкая компания, Bayer MaterialScience шагнула далеко вперед и предложила этому миру уникальный продукт – полиаспариновые покрытия для бетона. Хотя, это не совсем верное утверждение. Инженеры доработали свой продукт, который был выпушен на строительные рынки еще в 90-х годах ушедшего века.
Полиаспариновые составы предназначались для металлических конструкций, в особенности мостов и железных дорог, для предотвращения или замедления необратимых коррозионных процессов. До настоящего времени подобные покрытия так и использовались, пока в Bayer MaterialScience не придумали улучшающий состав. Химики открыли новую главу в этой области, проведя эксперименты с полиаспариновыми эфирами, а именно катализировав их алифатическими полиизоцианатами.



Последние же были открыты производству давненько. С помощью их синтеза с многоатомными спиртами получают более известные и хорошо распространенные на российской строительной площадке полиуретановые покрытия, которые впервые предложила использовать компания Huntsman Chemical еще в 1980-х годах.
Если верить разработчикам, их новое детище намного лучше, эффективнее и ускоряет процесс строительства на месяцы.
Что дает полиаспериновое покрытие

Многие рассматривают полиаспариновое покрытие, как разновидность полиуретанового, так как они защищают поверхность от влаги, химических веществ, ультрафиолета, механических воздействий небольшой силы, что соответственно увеличивает срок эксплуатации любого пола на десятилетия.
Оба состава могут наносится любым доступным методом – валиком, краскопультом или обычной кистью. И, конечно же, превосходные декоративные свойства, которые превращают обычные бетонные полы в наливные.
На этом сходства заканчиваются. И настает время удивляться свойствам новой разработки. Как утверждают разработчики, полиаспариновое покрытие ускоряет твердение бетона, проникая на его глубину до 8 мм. Но не более.
Что интересно, уникальный химический состав подобного вещества просто помогает ускорять процессы гидратации цемента, абсолютно не влияя на его прочностные характеристики. Только косвенно, защищая бетонный монолит прозрачной оболочкой, смягчая удары и увеличивая процент показателя избираемости.

Полиаспаридное покрытие от разработчика в среднем ускоряет твердение от 5 минут до 120 часов, в зависимости от слоя бетона. Время действия подобных составов, но уже от других производителей, колеблется до 24 часов. Толщина рабочего слоя аналогична оригиналу.
Из таких характеристик становится ясно, что подобные технологии применимы только для минимальных стяжек пола, при применении ремонтных растворов и цементно-песчаных штукатурок. Конечно, печально, что при монолитном строительстве подобные работы провести нельзя, но инженеры-химики Bayer MaterialScience уверяют, что они ведут разработки в этой области, пытаясь изобрести на основе главного компонента пластификатор, который будет действовать на бетон по всей его толщине.
Сколько стоит новое бетонное покрытие

Как известно тем, кто работал с полимерными покрытиями для бетонов или хотя бы интересовался денежной стороной вопроса, стоимость его довольна неприлична. Что касается полиаспаринового состава, то сориентироваться по российским ценам не представляется возможности, так как это продукт, пока не присутствует на отечественном рынке.
Пробежавшись по американским интернет-магазинам, можно сделать вывод, что средний ценник на такое вещество составляет порядком 250 долларов США за 5 кг.
Насколько это дорого или дешево – мнение сугубо личное, зависящее от возможностей и выгоды, получаемой от применения такого состава. Но, в любом случае, появление такого продукта в наших магазинах, думаем, многие будут ждать с нетерпением.
Сколько сохнет бетон (твердеет, застывает, схватывается), уход, набор прочности
При любом строительстве вам понадобится бетон. Даже при постройке деревянных домов используют ЖБ колонны. Поэтому очень желательно знать о том, сколько сохнет бетон в опалубке.

Стадии набора прочности бетона
По сути, существует всего 2 стадии:
- Схватывание бетона.
- Набор прочности.

Схватывание бетона наступает спустя пару часов. На глаз вы можете заметить, что состав становится менее подвижным. Заканчивается процесс уже спустя час, после чего начинается набор прочности. В ряде случаев, время схватывания бетона может растягиваться. Зачастую это происходит из-за слишком долгого/быстрого перемешивания.

Время набора прочности бетона может длиться до года. Это зависит от окружающей среды, а также состава.
Сколько времени требуется на застывание
Точно ответить на вопрос, сколько застывает бетон в опалубке – нельзя. Обычно строители ориентируются на показатели из ГОСТа – 28 дней со дня заливки. Это расчетное время, за которое состав может набрать относительную прочность для последующего строительства.

Обратите внимание, что в первый месяц состав очень капризный. Время затвердевания бетона может заметно увеличиваться, в случае какого-либо воздействия.

Срок твердения бетона без добавок
Гидратация чистого бетона (цемент + песок) в нормальных условиях зависит от класса. Ниже представлена таблица времени, на которые можно ориентироваться.

Если вы задаетесь вопросом: «через сколько можно нагружать фундамент после заливки?» – обычно эти данные приводятся на упаковке.
Факторы, влияющие на твердение цементного раствора
Во многом на то, сколько застывает цемент, влияют 3 переменных: сезонность, трамбовка и состав.

Сезон
В зависимости от сезона меняются и условия окружающей среды. Влажным летом состав затвердевает намного быстрее, т.к, вода может свободно выходить из состава. Зимой, когда влага в воздухе замораживается, а температура падает ниже 0, процесс твердения может затянуться на 2-3 месяца.

Трамбовка
Трамбовка – это усадка бетонного состава в опалубке. Т.е. максимально плотная укладка, что способствует более быстрой реакции гидратации.

Наиболее эффективной считается вибрационная трамбовка. В этом случае из толщи заливки уходит лишний воздух, а ненужная влага поднимается наверх. Это способствует более быстрому схватыванию даже в неблагоприятных условиях.

Состав
Различные добавки могут менять время выхода воды. Например, керамзит и другие пористые материалы могут впитывать влагу, что резко замедляет ее выход. Обычный щебень или песок напротив ускоряют этот процесс.

Также на это влияют и пластификаторы. Например, жидкое мыло, ПВА и бетонит также связывают воду, что замедляет испарение влаги. К тому же они усложняют реакцию цементации.

Способы регулирования скорости отвердевания бетона
Итак, время застывания и высыхания бетона можно регулировать – причем в две стороны. Это позволяет либо сократить время на строительные работы, либо переместить их на другое время.
Ускорение твердения
Для этого есть 3 способа:
- Уменьшение количества воды в составе. В этом случае повышается жесткость бетона, что снижает время на высыхания. Использовать этот способ не стоит, т.к. усложняется утрамбовка, при этом цементация ухудшается.
- Обработка горячим паром. Способ ускоряет испарения, при этом не приводит к пересыханию. В отличие от уменьшения количества воды, качество бетона не ухудшается, но процедура более затратная.
- Добавление ускорителей. Время высыхания бетона с добавками может значительно сокращаться, но они, как правило, снижают прочность.

Также не стоит забывать, что твердение бетона в зависимости от температуры меняется. Заливка летом застынет в 1,5 раза быстрее, чем осенью или весной.

Ускорить затвердение зимой можно с помощью следующих способов:
- Установка принудительного инфракрасный прогрев.
- Укладка светоотражающего полотна. Некоторые виды бетона, особенно глиноземистый, выделяют тепло при гидратации, которое можно закупорить в опалубке светоотражающей пленкой.
- Хлориды. Класс веществ, которые снижают температуру застывания воды. Это решит проблему с замерзанием жидкости в толще при глубоком минусе.

Замедление твердения
Замедление возможно только с помощью специальных добавок. Это может быть полезно в случае, если состав необходимо будет перевести в другое место или при многоэтапной заливке.

Также замедлить процесс гидратации можно увеличением пропорции воды в составе. Делать так не стоит, т.к. качество бетона может ухудшится, а зимой и вовсе приведет к кристаллизации и трещинам.

Время застывания бетона в опалубке
Опалубка ограничивает подвижность состава, по этой причине и скорость процессов в ней происходит быстрее. По ГОСТу ее можно удалить, когда бетон наберет 70% от расчетной прочности, т.е. примерно через 7 дней.

В случае, если прочный бетон не нужен, например, при строительстве сарая или гаража, допускается удаление опалубки спустя 3-4 дня.

Сколько времени бетон застывает в воде
Выдерживание в воде является наиболее оптимальным по ГОСТу. При постоянном контакте влаги, бетон становится более упругим. При созревании на воздухе, постепенно происходит усушка поверхности и могут образовываться микротрещины на поверхности.

Застывание в воде происходит с той же интенсивностью, что и без нее – 28 дней.
Стоит обратить внимание, что количество воды должно быть умеренным. Для каждой марки и состава показатель влажности собственный – обычно его указывают на упаковке.

График по суткам
Ниже представлен график того, как бетон набирает прочность по суткам в зависимости от температуры. Из него видно, что летом, когда воздух разогревается до 25-35°С, время созревания сокращается до 16-20 суток. Обратите внимание, что график набора прочности и твердения бетона не учитывает влажность.

Если вы занимаетесь строительством зимой, придется создать искусственные условия для застывания.
Например, покрыть опалубку отражающей пленкой, и поставить инфракрасные обогреватели. Использоваться ветродуи и тепловентиляторы не рекомендуется, т.к. они высушивают воздух, и могут спровоцировать трещины.

Таблица
Набор прочности бетона по суткам происходит нелинейно. Он наиболее интенсивен в первые 5 суток, когда гидратация достигает 50%. Затем процесс постепенно угасает.

Ниже представлена таблица прочности бетона в МПА для классов 200 и 300. В отличие от графика, здесь вы можете в процентном соотношении посмотреть набор твердости состава.
Время схватывания бетона: данные таблицы
После заливки бетона при формировании фундамента необходимо выждать определенное время, чтобы смесь застыла, и только после этого продолжать строительные работы. По сути, это химический процесс. В среднем бетон набирает прочность за временной промежуток от 1 до 28 суток. На процесс застывания раствора воздействуют внешние факторы, такие как температура воздуха, влажность. Время схватывания бетона зависит и от его марки, а также от толщины.

Как происходит процесс застывания?
Бетона начинает схватываться уже сразу после его заливки в опалубку. На длительность данного процесса наибольшее воздействие оказывает температурный режим. Если температура окружающей среды находится в пределах 20 градусов, на схватывание бетона уйдет приблизительно час. Процесс не происходит моментально. Поэтому, чтобы смесь затвердела полностью, может понадобиться и пару месяцев.
Крепость бетона
Основной характеристикой каждой бетонной смеси является крепость на сжатие. Данный параметр имеет тесную связь с маркой бетона. Как правило, раствор набирает требуемую крепость примерно за месяц. Как уже было отмечено, время зависит от марки бетона. Это вынуждает строителей томиться в долгом ожидании. Однако это необходимая мера, поскольку от нее зависит прочность всей конструкции.

Наибольшая активность в наборе крепости бетона наблюдается в первые несколько дней. Примерно за неделю раствор набирает приблизительно 60% крепости, которая отмечена в марке. Полностью затвердеет бетон примерно за 28 дней. Бывали случаи, когда рабочие с целью сэкономить время загружали конструкцию раньше. Это значительно снижало ее надежность, а также способствовало повышенному уровню опасности для людей, которые в дальнейшем находились в сооружении. Что касается разборки опалубки, не рекомендуется проводить такие работы не раньше, чем спустя 8 суток после заливки бетонной смеси.
Условия для качественного застывания
Основными условиями для качественного затвердевания бетона являются:
- температура выше нуля (оптимальный показатель − 18−22 градусов);
- влажность воздуха от 90% и выше.
Если данные условия не созданы, необходимо обеспечить их искусственным способом. Оптимальным вариантом является использование увлажненного песка, специальной камеры или опилок. Находясь во влажной среде, качество и скорость застывания бетона будут выше. Если оставить раствор застывать на открытом воздухе, иначе существует риск испарения из него влаги. Это приведет к снижению прочности.
Преждевременное высыхание не самым лучшим образом сказывается на затвердевании бетона. Все дело в том, что все зерна смеси не способны быстро вступить с жидкой средой в реакцию. Поэтому рекомендуют использовать пленки из полиэтилена, чтобы создать препятствие для испарения влаги.
Стадии застывания
Застывание бетона происходит в два основных этапа:
- Схватывание.
- Твердение.
Чтобы разобраться более подробно, стоит описать особенности обоих процессов.
Схватывается бетон за короткое время. Приблизительно сутки необходимо, чтобы это произошло. Хотя, многое зависит от температуры воздуха. Если данный показатель составляет 20 градусов, бетонная смесь схватывается уже спустя 2 часа после заливки. Что касается окончательного схватывания, оно происходит через 3 часа. Если использовать специальные добавки, время можно уменьшить.

На схватывание бетона влияет его марка:
- М200 – до 2,5 часов;
- М300 – до 2 часов (минимум 1,5 часа);
- М400 – до 2 часов (минимум 1 час).
Стадия твердения по-другому называется процессом гидратации. Он происходит в период высыхания бетонной смеси. Другими словами, осуществляется испарение воды из раствора. Если это происходит быстрее, чем требуется, гидратация прекращается. Это снижает качество и прочность бетона. Оптимальным промежутком времени для твердения является 1,5−2 недели.
Так, бетон М200 затвердевает за 14−28 суток, М400 − 7−14 суток.
Чтобы наглядно представить время схватывания бетона, таблица ниже.
Время застывания, сутки
Из таблицы видно, как температура воздействует на застывание бетона. Данные представлены при условии оптимального уровня влажности.
Отрицательные температуры
Зимой заливка фундамента осуществляется с учетом обеспечения требуемой тепло- и гидроизоляции бетонной смеси. Стоит отметить, что при отрицательных температурах гидротация проходит медленнее, чем при положительных. Таким образом, ниже и набор прочности раствора. Если рассматривать средний показатель, длительность набора прочности увеличивается не менее, чем в 5 раз, сравнивая с аналогичным показателем при 20˚С.
Температура выше +30˚С
Если температура высокая, схватывание происходит значительно быстрее. Однако слишком быстрое затвердевание может негативным образом отразиться на качестве бетона. Как было сказано выше, практически моментально испарение жидкости из раствора приводит к утрате прочности конструкции. Если температура превышает 30˚С, бетон схватывается уже спустя час после его приготовления.
Влажность
Кроме температурного режима, на время застывания бетона оказывает воздействие и влажность воздуха. При повышенном показателе набор прочности нарушается. Но полное отсутствие влажности также отрицательно сказывается на данном процессе. В последнем случае он просто останавливается. В случае максимального уровня влажности и высоких температур бетон набирает прочность в разы быстрее. Если высокие температуры сочетаются с минимальной влажностью, смесь пересохнет. Таким образом, необходимо обеспечить бетону оптимальные условия для застывания. Если наблюдается недостаток влажности, конструкцию периодически смачивают водой. Это позволяет в летнее время, когда температурный показатель достаточно высок, обеспечить качественное затвердевание бетонного раствора.
Специальные добавки
Бетон сможет набрать прочность в разы быстрее, если использовать специальные добавки. Вспомогательные компоненты применяются в случае, когда время не позволяет ждать. Специальные добавки вносятся в раствор в процесс его приготовления. Таким образом, вещества как бы действуют изнутри, позволяют компонентам смеси схватываться быстрее.

В итоге действия специальных добавок бетон может затвердеть уже спустя неделю поле заливки. Правда, существует определенное условие для получения подобного результата. Процедура должна проводиться в летние месяцы, когда температура воздуха находится на высоких отметках. В случае холодного времени года рекомендуется использовать морозоустойчивые добавки. Они позволяют поддерживать в растворе положительную температуру и не дают перемерзнуть жидкости, находящейся в растворе.

Для холодного времени года используется также такой способ, как электропрогрев. При условии положительных температур бетон с помощью такого метода может застыть уже через 3 или 8 часов. Далее он самостоятельно наберет необходимую прочность. Требуемые показатели определяются в соответствии с составленным проектом строительства.

Стоит отметить, что значение прочности может различаться, что зависит от используемых материалов. К примеру, если сооружать здание из легких материалов, в наивысшей прочности фундамента отсутствует необходимость. В случае использования кирпича для возведения стен, прочностные характеристики бетона для основания повышаются. Необходимо помнить, что прочность является самым главным показателем для бетонной смеси.

Итак, процесс затвердевания происходит в первые часы, когда соединяются цемент и вода. Время высыхания бетона тесно связано с различными факторами. К таковым можно отнести влажность, температуру, состав раствора. При точном соблюдении всех условий, необходимых для набора прочности смеси бетонная конструкция получится надежной. В идеале стоит выждать 28 дней, после чего продолжить строительство.
Набор прочности бетона и зависимость от внешних факторов
Для набора бетоном заданных показателей прочности нужно время, которое называется временем твердения бетона. Оно определяется различными условиями: факторами окружающей среды и качеством составляющих бетонной смеси.
- Твердение бетона
- Факторы, влияющие на скорость набора прочности бетона
- Контроль набора прочности бетона
- Методы ускорения твердения бетона
- Нормативные документы, регламентирующие набор прочности бетона
- Набор прочности бетона по суткам
- Заключение

Время набора прочности бетона требуется знать, чтобы понимать, когда можно переходить к следующим стадиям строительства, а когда уже можно снимать опалубку.
Твердение бетона
Бетон – это искусственный каменный материал, который получается при твердении оптимально подобранной смеси из воды, вяжущего вещества, крупного и мелкого заполнителя, а также специализированных добавок. Крупным заполнителем служат куски гравия или щебня, а мелким – песок.
При смешивании всех компонентов образуется цементное тесто, которое постепенно затвердевает, образуя прочный искусственный камень. В зависимости от качества смеси, марки цемента и входящих в состав добавок бетон имеет разные сроки твердения.
При нормальных условиях, то есть при влажности около 100% и комнатной температуре, время набора прочности бетона составляет 28 суток. В условиях современного строительства это слишком большой срок, поэтому зачастую твердение бетона ускоряют.
Факторы, влияющие на скорость набора прочности бетона
Факторы, от которых зависят сроки схватывания и твердения бетонной смеси:
- активность цемента, его марка;
- введение добавок-ускорителей твердения;
- соотношение вода-цемент в растворе;
- способ укладки и уплотнения бетонной смеси;
- технология приготовления смеси;
- влажность;
- температура окружающего воздуха.
Набор прочности бетона напрямую зависит от температуры. Бетон может твердеть только при положительных температурах, так как в его составе присутствует вода. При замерзании воды процесс набирания прочности прекращается, он возобновляется, когда столбик термометра поднимется выше нуля, но бетон при этом становится менее прочным.
Чем больше температура, тем интенсивнее идет процесс твердения.
График набора прочности бетона в зависимости от температуры:

* На графике изображен процесс твердения бетона марки В25.
Контроль набора прочности бетона
Измеряют прочность бетона специальными приборами. Это позволяет определить, насколько хорошо конструкция в дальнейшем будет справляться с нагрузками. Для расчета прочности необходимо знать предельные нагрузки, которым сопротивляется изделие, при этом не разрушаясь.
Есть два метода контроля прочности бетона: разрушающий и неразрушающий. В первом случае из партии бетонных изделий выбирают несколько образцов и испытывают их на гидравлических прессах. Во втором – из бетона делают образцы в виде кубиков, которые проходят все технологические этапы производства вместе с основными изделиями, а затем испытывают на прессах уже кубики.
Также прочность бетона можно оценивать специальными приборами:
- электронными, типа «Оникс»;
- ультразвуковыми приборами, которые основаны на возможности прохождения ультразвука через плотные тела, при этом он не теряет своей интенсивности, но он сильно ослабевает при прохождении через воздух;
- механическими приборами (например, молотком Кашкарова).
Методы ускорения твердения бетона
Существует несколько наиболее часто используемых методов ускорения набора прочности бетона:
- Термовлажностная обработка или ТВО. Термовлажностную обработку проводят в пропарочных камерах ямного типа, глубина которых составляет 2 метра. В камере необходимо обеспечить атмосферу насыщенного водяного пара и поддерживать температуру 90-100 °С. Процесс обработки бетона в камере продолжается в течение 12-15 часов.
Режимы термовлажностной обработки:
- выдержка (2-3 часа);
- подъём температуры со скоростью 25-30 °С/ч;
- изотермический прогрев (t=80-90 °С), продолжительность: 6-8 часов;
- снижение температуры со скоростью 30-40 °С/ч.
После того, как бетон прошел ТВО, он приобретает 70-100% прочность бетона 28-суточного твердения.
- Электропрогрев. Этот метод осуществляется при помощи переменного электрического тока, основан он на преобразовании электрической энергии в тепловую. Температура бетона повышается, из-за этого ускоряется процесс набора прочности. Существуют два способа электропрогрева:
- внутренний прогрев, который происходит за счет тепла, выделяющегося при прохождении тока через бетон;
- обогрев изделия внешними источниками. Это могут быть инфракрасные излучатели, или контактные электронагреватели.
Важно! Изделия должны быть закрыты пароизоляционной пленкой. Это поможет избежать испарения воды.
- Контактный прогрев. Бетонное изделие помещают в обогреваемую опалубку или форму. Изделие покрывают пленкой, чтобы не допустить испарения.
- Введение добавок, которые ускоряют процесс набора прочности. Ускорители твердения оказывают большое влияние на скорость набора прочности бетона на протяжении первых суток затвердевания бетона, со временем их воздействие ослабевает. К 28-суточному состоянию прочность бетона с добавками и без них становится одинаковой, что наглядно прослеживается по графику набора прочности бетона:

Нормативные документы, регламентирующие набор прочности бетона
Основным документом, в котором прописаны правила контроля прочности бетона, определены его сроки и условия твердения, является ГОСТ 18105-2010 «Бетоны. Правила контроля и оценки прочности». Также бетонные работы регламентируются ГОСТ 26633-2012 «Бетоны тяжелые и мелкозернистые».
В промышленном строительстве процесс набора прочности бетона может регулироваться локальными правовыми актами, к примеру, правилами производства работ.
Набор прочности бетона по суткам
Согласно ГОСТ 26633-2012 «Бетоны тяжелые и мелкозернистые», если не указан набор прочности бетона по суткам, требования по прочности должны быть обеспечены в возрасте 28 суток.
Наглядно процесс набора прочности бетона в зависимости от срока твердения проиллюстрирован в таблице.
Набор прочности бетона от температуры и по суткам таблица:

Заключение
Показатели твердости и прочности бетонных изделий меняются под воздействием различных условий и факторов. Задачей инженеров-строителей является подбор оптимальной бетонной смеси и создание определенных внешних воздействий для обеспечения необходимой прочности бетона, которая достигается за тот или иной период времени.
Учебный токарно-винторезный станок ТВ-6: технические характеристики и устройство
Токарный станок ТВ-6, выпуск которого наладили в 80-х годах прошлого века на Ростовском заводе учебного станочного оборудования, был специально разработан для того, чтобы проводить на нем обучение азам профессии токаря. Устройством данной модели традиционно оснащали мастерские школ и специальных учебных учреждений.

Технические характеристики учебного токарного станка ТВ-6
Поскольку токарно-винторезный станок ТВ-6 был создан для того, чтобы проводить обучение начинающих специалистов, он обладает довольно скромными техническими характеристиками. На оборудовании данной модели можно выполнять простейшие токарные операции:
- подрезку торцов;
- сверление отверстий;
- расточку и проточку деталей цилиндрической и конической форм;
- нарезку резьбы метрического типа;
- отрезку части заготовки.
Токарно-винторезные станки ТВ-6 разрешается использовать только для изготовления изделий из стали и цветных металлов, которые не выделяют при обработке летучих соединений и мелкодисперсной пыли, могущих оказать вредное воздействие на организм обучающегося.
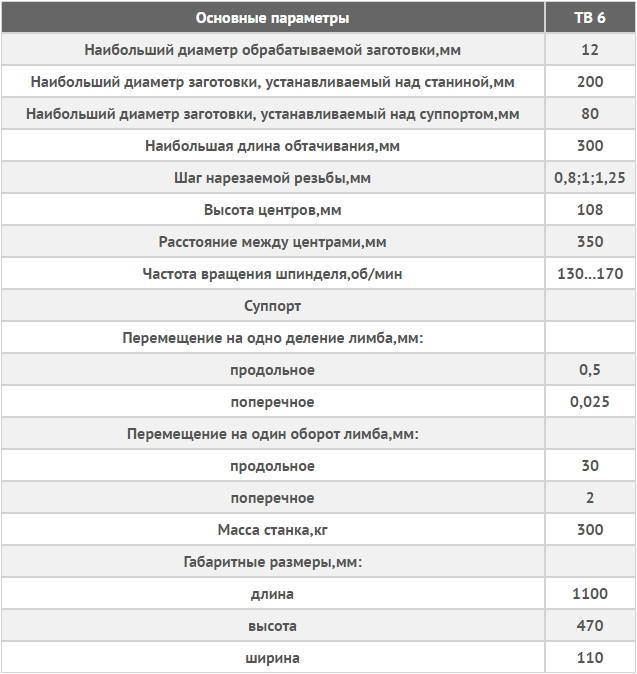
Основные технические характеристики станка ТВ-6
Вес (300 кг) и габариты токарного станка ТВ-6 (см. фото) впечатляют своим минимализмом: длина – 1440 мм, ширина – 470 мм, высота – 110 мм. Благодаря таким параметрам установить этот агрегат не составит труда даже в маленькой мастерской. Технические характеристики станка ТВ-6 позволяют обрабатывать на нем детали, максимальный диаметр которых составляет:
- 20 см – над станиной;
- 8 см – над суппортом.
На станке ТВ-6 можно обрабатывать заготовки, максимальная длина которых равна 35 см, а максимальная протяженность участка протачивания – 30 см. Важной характеристикой любого токарного станка является высота расположения его центров над опорной поверхностью резца, у данной модели оборудования она составляет 12 мм. На станке можно использовать резцы, высота и ширина державки которых не превышает 12 на 12 мм.
Механизмы станка ТВ-6 (нажмите, чтобы увеличить)
На токарном станке ТВ-6 установлен суппорт со следующими техническими характеристиками.
- Допустимое значение поперечного перемещения – 100 мм. На одно деление шкалы на лимбе такое перемещение составляет 0,025 мм.
- Допустимое значение продольного перемещения – 300 мм. На одно деление шкалы на лимбе оно составляет 0,25 мм.
- Резцовые салазки перемещаются на максимальную величину 85 мм. На одно деление шкалы лимба такое перемещение составляет 0,025 мм.
- Возможности суппорта позволяют нарезать на станке ТВ-6 метрическую резьбу трех типов.
- Для продольного перемещения станочного суппорта предусмотрено три ступени регулировки подач.
- В продольном направлении суппорт станка может совершать подачи на предельных значениях 0,12 об/мин.
Резцовые салазки агрегата вместе с резцедержателем могут совершать поворот на 45 градусов.
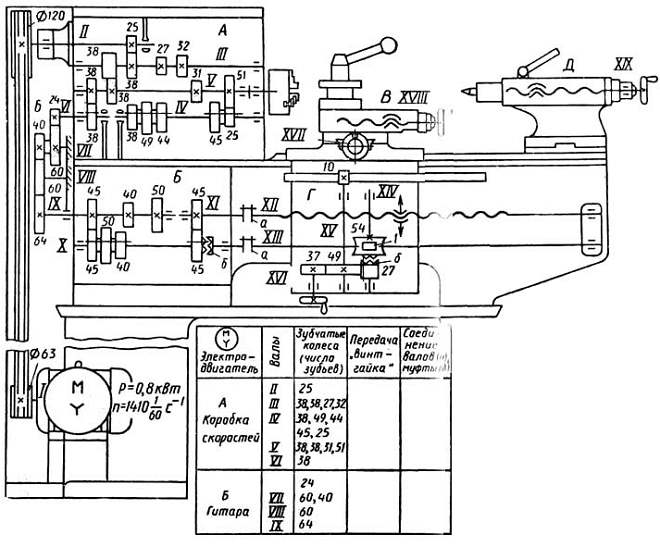
Кинематическая схема станка
В оснащение токарного станка ТВ-6 входит шпиндель, который обладает следующими характеристиками.
- Частота вращения, совершаемого в прямом и обратном направлении, – до 700 об/мин.
- В сквозное отверстие в шпинделе можно вставлять пруток диаметром до 12 мм.
- Для регулировки прямого вращения шпинделя предусмотрено 6 ступеней.
- Конус Морзе шпинделя – №3.
В токарном станке ТВ-6 не предусмотрена система торможения шпинделя и блокировки рукояток его узла.
Конструктивные элементы оборудования
Токарный станок модели ТВ-6 состоит из таких узлов, как:
- коробка регулировки подач;
- передняя и задняя тумбы;
- защитный экран;
- корыто для подачи смазывающего масла;
- передняя бабка;
- фартук устройства;
- задняя бабка;
- несущая станина;
- элементы электрической системы;
- гитара;
- защитный кожух.
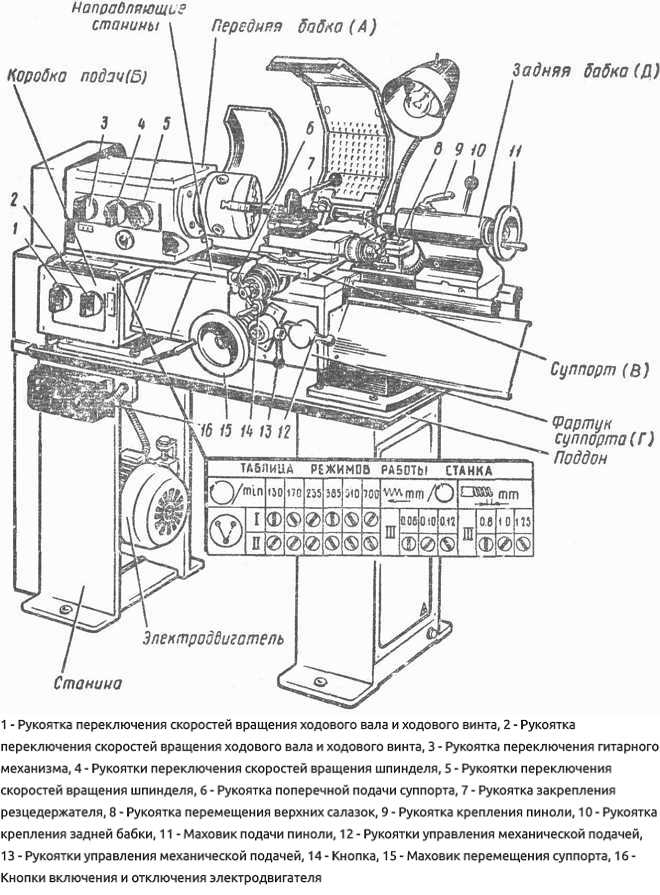
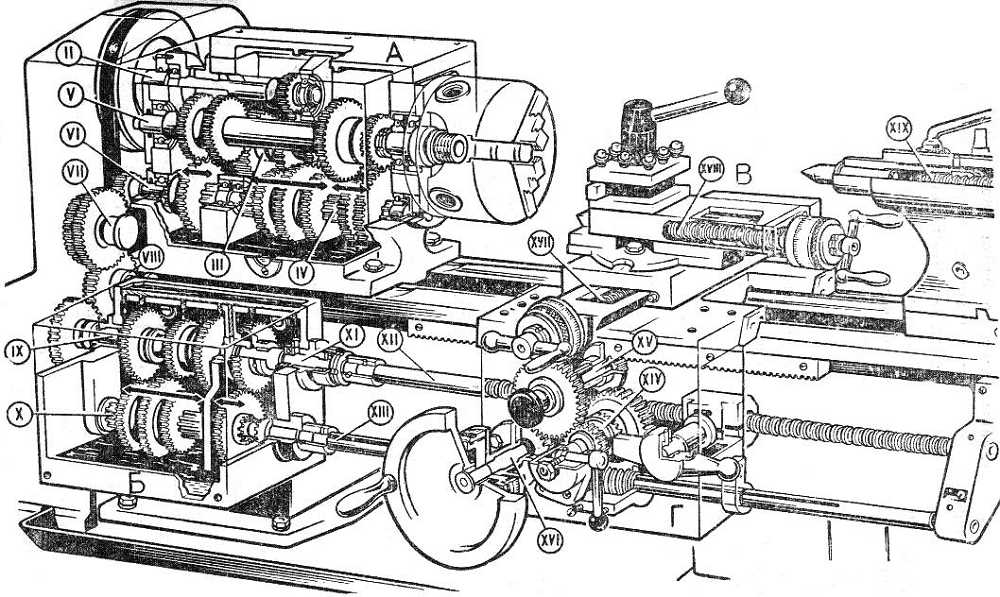
Основные узлы и органы управления станка ТВ-6
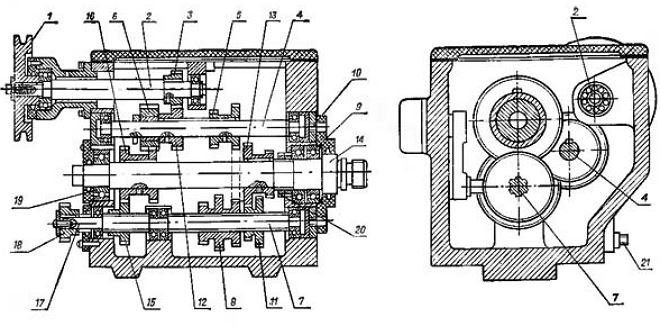
Коробка подач токарного станка ТВ-6, приводимая в действие посредством коробки скоростей при помощи шестерен передаточного механизма, состоит из:
- двух валов;
- пяти шестерен с разными параметрами;
- блок-шестерни;
- ходового валика;
- муфты;
- круглой гайки;
- рукоятки переключения;
- сливной пробки.
Рукоятка на лицевой стороне коробки подач позволяет определять параметры нарезаемой на заготовке резьбы.
Еще одна ручка, находящаяся на панели коробки подач, отвечает за включение ходового валика станка. Устройство данного узла станка ТВ-6 делает невозможным одновременное включение ходового винта и ходового валика. Аналогичной системой безопасности оснащены и модели токарных станков, относящиеся к категории оборудования промышленного назначения. Смазка всех узлов коробки подач (шестерен и трущихся поверхностей) обеспечивается за счет масла, подающегося из корыта при помощи специальных фитилей.
Устройство передней бабки
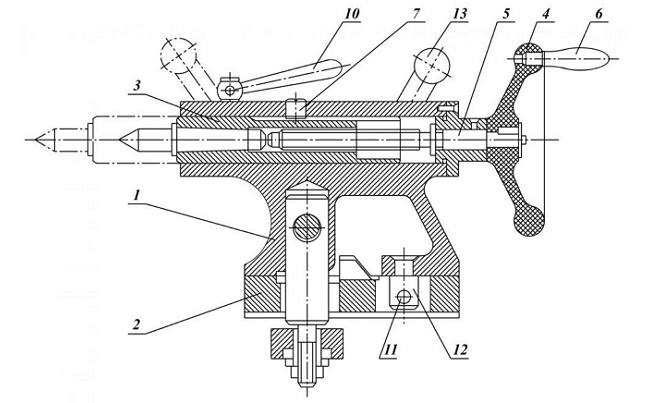
Устройство задней бабки
Передняя тумба имеет П-образную конфигурацию, а для усиления ее жесткости в ее верхней и нижней частях имеются специальные ребра. На ее задней стороне установлен приводной электродвигатель агрегата, а на передней – кнопка, которая управляет его реверсивными включениями. Аналогичную конструкцию имеет и задняя тумба ТВ-6, на ней монтируется щиток с электрооборудованием.
Задняя бабка, в которой имеется посадочное отверстие под конус Морзе №2, включает в себя следующие элементы:
- основание;
- корпус узла;
- соединительные винты;
- пиноль;
- винт-шпонку;
- маховик для управления перемещением пиноли;
- рукоятки для фиксации пиноли и самой задней бабки.
Конструкция задней бабки позволяет перемещать пиноль на расстояние до 65 мм.
Станина устройства, за счет которой все его конструктивные узлы соединяются и поддерживаются в заданном положении, имеет коробчатую конструкцию с несколькими окнами. На станине расположены две призматические направляющие, по одной из которой (передней) перемещается каретка, а по второй (задней) – задняя бабка агрегата. Несущими элементами самой станины, в передней части которой крепится рейка с ходовым винтом, являются две тумбы.
Важнейшим механизмом токарного станка ТВ-6 является его фартук, в котором необходимо выделить следующие элементы:
- четыре шестерни (две червячные и две реечные);
- управляющие рукоятки;
- маховик для управления ручной подачей;
- маточная гайка;
- ходовой валик, отвечающий за продольную подачу суппорта;
- вал.

Суппорт токарно-винторезного станка ТВ-6 скомпонован из четырех кареток. Данный узел оборудования отвечает за фиксацию режущего инструмента и его перемещение в процессе обработки металла. Резцедержатель, в котором и фиксируется рабочий инструмент, располагается на каретке №4, она способна перемещаться по направляющим каретки №3 только в продольном направлении. Поворотной является каретка №3, которая крепится на второй каретке. Каретка №2 крепится на каретке №1, она способна двигаться по ее направляющим в поперечном направлении. Каретка №1 передвигается по направляющим станины – в продольном направлении.
Для того чтобы передать вращение от коробки скоростей агрегата элементам коробки подач, используется передаточный механизм, называемый также гитарой. Основным конструктивным элементом гитары является кронштейн, на котором монтируются шестерни. Сменные шестерни для станка ТВ-6 не предусмотрены, поэтому передаточное число, которое обеспечивает гитара, является постоянным и составляет ¼.
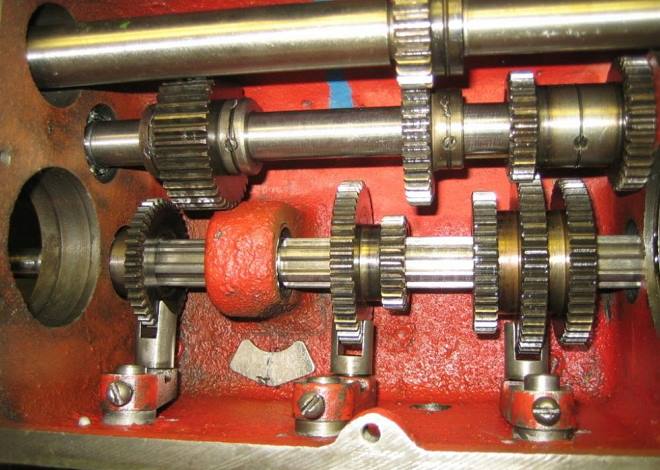
Коробка скоростей станка ТВ-6
Особенности эксплуатации ТВ-6
Хотя токарно-винторезные станки ТВ-6 и являются учебными, при работе на них (если ее выполняет специалист высокой квалификации) можно добиваться высокой точности и выполнять достаточно сложные токарные операции. Благодаря таким техническим возможностям данные агрегаты нередко приобретают для оснащения домашних мастерских.
В приводном механизме токарного станка ТВ-6 используются клиноременные передачи, которые регулярно следует проверять на предмет натяжения ремней. Такая несложная профилактическая мера позволит использовать по максимуму мощность приводного электродвигателя и значительно продлить срок службы самой передачи. Если натяжение ремней ослабло, то отрегулировать его нетрудно. Для этого следует ослабить гайки, соединяющие салазки с приводным двигателем, и выставить требуемое натяжение, которое должно находиться в пределах 10 кг на одну ветку клинового ремня.
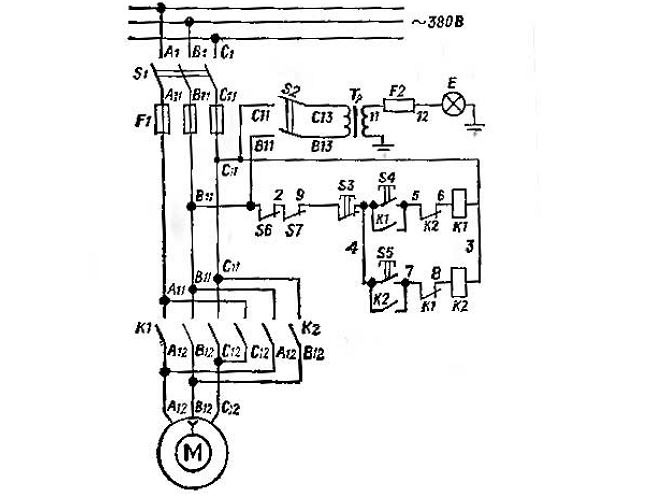
Электрическая схема ТВ-6
Достаточно распространенной неисправностью токарного станка ТВ-6 является вибрация шпинделя, которая может быть вызвана ослаблением винтовых соединений. Если подтяжка гаек шпиндельного узла не привела к ослаблению или устранению такой вибрации, то, скорее всего, в нем вышли из строя подшипники, а это требует уже более квалифицированного ремонта.
Если в подшипниковых узлах шпинделя выявлены зазоры, устранить их можно при помощи шлифовки торцов компенсационных колец либо регулировки гайки и контргайки. Однако убрать таким образом можно лишь незначительные зазоры радиального и осевого характера.
Станок модели ТВ-6, как и любой другой, нуждается в регулярном техническом обслуживании и ремонте, к выполнению которых следует подходить очень ответственно. Только в таком случае можно рассчитывать на то, что данное оборудование прослужит вам долго и позволит выполнять обработку деталей с максимальной точностью.
ТВ-6 (ТВ6) Станок токарно-винторезный школьный
схемы, описание, характеристики

Сведения о производителе учебного токарно-винторезного станка ТВ-6
Производитель токарно-винторезного станка модели ТВ-6 – Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 – станок сверлильный настольный Ø 16
- НГФ-110Ш3 – станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 – станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ – станок сверлильный настольный Ø 16
- СНВШ-2 – станок сверлильный настольный Ø 16
- ТВ-4 – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 – станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М – станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 – станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 – станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-6 (ТВ6) станок токарно-винторезный учебный. Назначение, область применения
Школьный токарно-винторезный станок ТВ-6 заменил модель ТВ-4 и был заменен на более совершенную модель ТВ-6М.
Станок ТВ-6 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Принцип работы и особенности конструкции станка
Учебный токарно-винторезный станк ТВ-6, несмотря на упрощенную конструкцию, имеет все узлы “взрослого” токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6 имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6 имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6 – Ø100 мм.
Привод станка ТВ-6 осуществляется от асинхронного электродвигателя
380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6 не предусмотрено.
Смазка коробки скоростей – разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач – фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Габаритные размеры рабочего пространства станка ТВ-6

Габаритные размеры рабочего пространства станка ТВ-6
Токарный станок ТВ-6 — устройство, технические характеристики

Токарный станок ТВ 6, производство которого началось в восьмидесятых годах двадцатого столетия на предприятии, расположенном в Ростове и изготавливающем учебное станочное оснащение, разрабатывался для того, чтобы обучать людей навыкам обрабатывания деталей. Этот станок обыкновенно устанавливается в школьных мастерских, профессиональных училищах.
Назначение и область применения
Основное назначение металлорежущего станка ТВ-6 содержится в закреплении теоретических знаний на практике.
Он входит в число тренировочных производственных машин, на котором производится обучение азам токарного дела.
На нем выполняются рабочие операции:
- сверление просветов в предметах заданных размеров, из которых путем изменения форм, размера изготавливается деталь;
- обрезка торцов деталей;
- отрезание некой части с целью придания детали нужной формы;
- спиральная винтовая нарезка;
- обработка резцом внутренней либо внешней поверхности деталей, имеющих форму цилиндра либо конуса.

Приспособление успешно используется в мастерских средних школах, профессионально-технических училищах, колледжах, в цехах малых производственных и занимающихся ремонтом предприятий.
Сведения о производителе учебного токарно-винторезного станка ТВ-6
Производитель токарно-винторезного станка модели ТВ-6 — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
Технические характеристики учебного токарного станка ТВ-6
Поскольку токарно-винторезный станок ТВ-6 был создан для того, чтобы проводить обучение начинающих специалистов, он обладает довольно скромными техническими характеристиками. На оборудовании данной модели можно выполнять простейшие токарные операции:
- подрезку торцов;
- сверление отверстий;
- расточку и проточку деталей цилиндрической и конической форм;
- нарезку резьбы метрического типа;
- отрезку части заготовки.
Токарно-винторезные станки ТВ-6 разрешается использовать только для изготовления изделий из стали и цветных металлов, которые не выделяют при обработке летучих соединений и мелкодисперсной пыли, могущих оказать вредное воздействие на организм обучающегося.

Основные технические характеристики станка ТВ-6
Вес (300 кг) и габариты токарного станка ТВ-6 (см. фото) впечатляют своим минимализмом: длина – 1440 мм, ширина – 470 мм, высота – 110 мм. Благодаря таким параметрам установить этот агрегат не составит труда даже в маленькой мастерской. Технические характеристики станка ТВ-6 позволяют обрабатывать на нем детали, максимальный диаметр которых составляет:
- 20 см – над станиной;
- 8 см – над суппортом.
На станке ТВ-6 можно обрабатывать заготовки, максимальная длина которых равна 35 см, а максимальная протяженность участка протачивания – 30 см. Важной характеристикой любого токарного станка является высота расположения его центров над опорной поверхностью резца, у данной модели оборудования она составляет 12 мм. На станке можно использовать резцы, высота и ширина державки которых не превышает 12 на 12 мм.

Механизмы станка ТВ-6 (нажмите, чтобы увеличить)
На токарном станке ТВ-6 установлен суппорт со следующими техническими характеристиками.
- Допустимое значение поперечного перемещения – 100 мм. На одно деление шкалы на лимбе такое перемещение составляет 0,025 мм.
- Допустимое значение продольного перемещения – 300 мм. На одно деление шкалы на лимбе оно составляет 0,25 мм.
- Резцовые салазки перемещаются на максимальную величину 85 мм. На одно деление шкалы лимба такое перемещение составляет 0,025 мм.
- Возможности суппорта позволяют нарезать на станке ТВ-6 метрическую резьбу трех типов.
- Для продольного перемещения станочного суппорта предусмотрено три ступени регулировки подач.
- В продольном направлении суппорт станка может совершать подачи на предельных значениях 0,12 об/мин.
Резцовые салазки агрегата вместе с резцедержателем могут совершать поворот на 45 градусов.

Кинематическая схема станка
В оснащение токарного станка ТВ-6 входит шпиндель, который обладает следующими характеристиками.
- Частота вращения, совершаемого в прямом и обратном направлении, – до 700 об/мин.
- В сквозное отверстие в шпинделе можно вставлять пруток диаметром до 12 мм.
- Для регулировки прямого вращения шпинделя предусмотрено 6 ступеней.
- Конус Морзе шпинделя – №3.
В токарном станке ТВ-6 не предусмотрена система торможения шпинделя и блокировки рукояток его узла.





