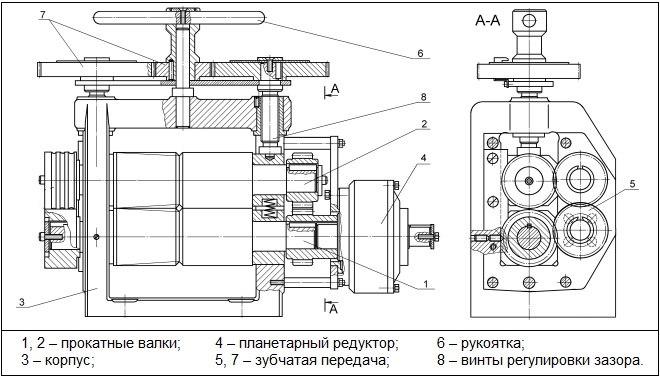
Самодельные вальцы для проволоки

Вальцы ювелирные особенно незаменимы для небольших ювелирных мастерских. Предназначены для вальцевания металлов с высокой пластичностью, таких как медь, алюминий, золото, серебро, латунь (без предварительного нагрева) и менее пластичных малоуглеродистая сталь, дюралюминий, бронза (с предварительным подогревом до 60-80 градусов) для придания им необходимой
геометрии: тонкий лист, фольга, проволока различных сечений. Из проволоки впоследствии можно будет плести драгоценные — золотые и серебряные цепочки, кружева.
Комплект сменных роликов позволяет формировать профили заготовок обручальных колец и придавать готовым ювелирным изделиям и бижутерии эффект «алмазной
огранки» (цепочки, браслеты и т. п.)
Технические характеристики ручных вальцов
Диаметр валов — 48 мм. Длина рабочей поверхности вала — 96 мм. Длина рабочей поверхности роликов — 20 мм. Количество сменных роликов — 12 шт. Регулируемый развод валов — 0….5 мм. Габаритные размеры без рукояти — 241х125х245 мм.
Изготовление ручных ювелирных вальцов по чертежам, поможет вам сэкономить 50% от стоимости аналогичных заводских.
Дополнительно вы получаете чертежи пирамиды для растяжки калибровки колец. Поворотом ручки вы сможете придать кольцу нужный размер. Размеры от 13мм до 24,5мм согласно стандартов принятых в Германии и России.
Изготовление вощины своими руками в домашних условиях
Хоть изготовлять вощину своими руками сложно, но освоить эту науку можно. Для этого потребуется изучить технологию сборки, а также подготовить инструменты для работы.
Инструменты и материалы для работы
Понадобятся следующие инструменты:
- трубный каркас;
- П-образный профиль;
- струбцина с резьбой;
- передаточная цепь.
Технология сборки
Этот процесс состоит из следующих шагов:
- Монтировка главной станины, которую можно выполнить, взяв за основу каркас из трубы.
- Эксплуатация П-образного профиля. Сверху открытой части этого компонента ставится деформирующая деталь механизма, который после крепится при помощи струбцины с резьбой.
- Эксплуатация передаточной цепи, для того чтобы выполнить сборку механизма.
- Монтаж цепи на звёздочки. После натягиваем её по линии и проверяем, а также выполняем монтаж ручки подачи.
- Изготовление вальцов.
- Крепить вальцы к станинам, используя подшипники качения.
Важно! Чтобы изготовить вальцы, лучше всего подойдёт закалённая сталь. Благодаря ей станок прослужит дольше и будет более надёжным.
Самодельные вальцы для проволоки
Рейтинг статьи Загрузка… Лучшие товары с AliExpress ТУТ ⬇
Ювелирные вальцы по принципу своего действия и внешнему виду очень напоминают отжимные устройства старых стиральных машин. Такие устройства, которые устанавливались на стиральные машины в прошлом веке, просто обжимали постиранное белье между двух прорезиненных валов, отжимая из него воду.
В ювелирном производстве вальцы используют для прокатки и вальцевания листового металла, а также проволоки и прутков
Особенности конструкции
Вальцы ювелирные, в отличие от прорезиненных валов старых стиральных машин, изготавливаются из металла, но работают по такому же принципу. Функционировать такие устройства, расстояние между валами которых можно регулировать, могут как от ручного, так и от электрического привода. Есть также комбинированные модели, в конструкции которых реализованы оба варианта.
Вальцы, используемые в ювелирном производстве, предназначены для сжатия и сгибания изделий, изготовленных из металла. Устанавливая расстояние между рабочими органами таких вальцов меньше, чем толщина или другой размер поперечного сечения обрабатываемого изделия, можно изменять не только его изначальную толщину, но также ширину и длину.
Устройство вальцов ручного типа
В отличие от выжимных устройств старых стиральных машинок, вальцы ювелирные могут иметь в своей конструкции не только 2, но также 3, 4 и даже 5 обжимных валов.
Использование большого количества валов позволяет не только выполнять эффективную прокатку металлических изделий, но и сгибать их под разными углами.
Из-за своей универсальности среди мастеров ювелирного дела большей популярностью пользуются трех- и четырехвалковые вальцы, которые при желании можно изготовить своими руками.
На поверхности рабочих элементов вальцов, произведенных в заводских условиях, могут присутствовать ручьи – специальные отверстия, через которые прогоняется прутковый материал.
Мощные станки позволяют задействовать для прокатки несколько ручьев одновременно
Выполнить такие желобки на поверхности обжимных валов, изготавливаемых своими руками, проблематично.
Для этого необходимо иметь в своем распоряжении достаточно сложное металлорежущее оборудование или обратиться к специалистам по металлообработке.
Именно поэтому многие мастера ювелирного дела отказываются от использования самодельных вальцов, отдавая предпочтение более эффективному и функциональному заводскому оборудованию.
Стоимость
Стоимость заводских моделей ювелирных вальцов, которые могут быть оснащены как ручным, так и электрическим приводом, зависит от их функциональных возможностей и находится в довольно широком диапазоне. Наиболее бюджетные модели, которые по своей функциональности напоминают самодельные устройства, стоят около 6 тыс.
рублей. Как правило, такие модели – это миниатюрные устройства настольного типа без дополнительных функций, позволяющие обрабатывать изделия ограниченной ширины и определенной конфигурации. Естественно, что на рабочих поверхностях таких устройств (имеющих, как правило, ручные приводы) нет желобков, которые называют ручьями.
Профессиональные вальцы электрические с чугунным редуктором обойдутся примерно в 200 тыс. рублей
Вальцы для ювелирного производства, находящиеся в среднем ценовом диапазоне, стоят 20–30 тыс. рублей. Именно такие устройства пользуются наибольшей популярностью.
Благодаря большему количеству рабочих валов такие модели, по сравнению с самыми бюджетными и изготовленными своими руками, отличаются большей длиной рабочей поверхности, за счет которой и обеспечивается воздействие на обрабатываемое изделие.
Если у вальцов, сделанных своими руками и относящихся к бюджетной категории, длина такой поверхности составляет порядка 30 см, то у более функциональных моделей данный параметр доходит до 1 метра.
Стоимость самых дорогих и по-настоящему функциональных устройств вальцового типа, используемых в ювелирном деле, может доходить до 1 млн рублей, а в среднем она находится в интервале 100–300 тыс. руб. Альтернативой их приобретения, которая также сопряжена с достаточно большими расходами, являются услуги специализированных компаний, имеющих в своем распоряжении подобное оборудование.
Виды и сферы применения
Эти модели не предполагают подключения к электрической сети. Такие вальцы, хотя и очень компактны, требуют приложения значительных физических усилий для своего использования, так как являются ручными. Применение ручных устройств сопряжено со значительными трудозатратами, помимо этого функциональность таких приспособлений находится на достаточно низком уровне.
Ручные вальцы RM-03 прокатывают металл шириной до 60 мм
Электрический привод обеспечивает протягивание металлических изделий через систему вальцов. По сравнению с ручными моделями, такие устройства обладают большей функциональностью и значительно сокращают время выполнения работ.
Вал электродвигателя при помощи цепной передачи приводит во вращение рабочие органы, а в отдельных моделях за счет электрического привода обеспечивается и подача изделий в зону обработки.
Между тем эти вальцы по своей конструкции практически ничем не отличаются от ручных моделей.
Модель вальцов В-9М представляет собой оснащенную электроприводом модификацию легендарного ручного станка В-9
За счет высокой мощности гидравлического привода такое оборудование успешно используется для обработки изделий сложной конфигурации, которые изготовлены из элементов, отличающихся значительной величиной параметров поперечного сечения.
Использование ювелирных вальцов данного типа позволяет получать элементы со сложной конфигурацией даже за один проход через систему валков. Для приведения в действие таких устройств и придания им требуемой мощности используется энергия сжатой жидкости – воды или технического масла.
Ручные трехвалковые вальцы своими руками: чертежи, фото, видео
Вальцы представляют собой универсальное оборудование, позволяющее эффективно справляться с листогибочными операциями. Изготовить вальцы своими руками не так уж трудно, но для этого необходимо предварительно познакомиться с серийными моделями, их конструкцией и принципом действия.
Трехвалковые ручные вальцы – наиболее подходящая конструкция для самостоятельного изготовления
Изготовление ювелирного вальцовочного станка своими руками
Вальцовочный станок изготовить самостоятельно достаточно сложно
Вальцовочный станок (вальцовка) — это уникальное оборудование, которое применяется в сфере строительных и ремонтных работ для гибки разного рода металлов.
Разновидности и назначение ювелирных вальцов
Такие станки используются на любом современном предприятии для изготовления из металлических листов изделий формы конуса, овала, цилиндра. Процесс создания таких конструкций именуется вальцеванием. Вальцы позволяют выполнить любые трубы, заготовки для дальнейшей штамповки, различные готовые изделия из металлических листов.
Перед изготовлением вальцовочного станка следует выполнить его чертеж
Простые вальцы также применяются в быту, когда надо своими руками сделать:
- Желоба;
- Дымоходы;
- Трубы;
- Воздуховоды;
- Другие изделия для кровли и стройки.
Современное оборудование дает возможность работать почти с любыми металлическими листами. Они без проблем загибают листовой материал из нержавейки, легированных и углеродистых сплавов, алюминиевые, чугунные листы. Есть и модели вальцов, которые функционируют с заготовками из поликарбоната.
Всё оборудование для работы с металлическими листами можно подразделить на такие группы:
- Ручные (ювелирные);
- Электромеханические;
- Гидравлические.
Ручной станок может устанавливаться на стойке (на пол) или на верстаке (на стол). Он не имеет электропривода, поэтому для осуществления гибки на нём требуется достаточная человеческая сила. Ручные ювелирные станки очень просты в применении. Их конструкция создает высочайшую надёжность эксплуатирования спецоборудования в течение продолжительного времени.
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Вальцы для металла
Чтобы придать цилиндрическую форму листовому металлу, без вальцовочного станка обойтись просто невозможно. Вальцы для трубы наиболее часто применяются при изготовлении систем водостока. Вальцовочные машины с ковочными цилиндрами осуществляют холодную гибку металлических заготовок и относятся к категории ротационных моделей. Это оборудование можно применять для работы с тонколистовой сталью, толщиной от 0,1 до 120 мм. Можно также выполнять обработку пластичных металлов, резиновых смесей и пластмассы.
Выбирается вальцовочная машина в зависимости от толщины материалов. Вальцы двухвалковые состоят из двух параллельно расположенных валов. Верхний с небольшим диаметром сечения зачастую изготавливают из высокопрочной стали, а нижний, с большим диаметром сечения, состоит из стали с каучуковым покрытием. От того, с какой силой будет давление на трубу, зависит ее диаметр на выходе. Вальцы трехвалковые бывают пирамидальными, то есть симметричными, и асимметричными. Сегодня они очень востребованы на производстве вентиляционных воздуховодов, водостоков круглых форм, радиусных деталей. Трехвалковые фальцы используют для обработки медных, железных, стальных, цинковых и других материалов.
Четырехвалковые имеют дополнительный валок внизу, упрощающий процесс вальцовки.
Между верхним и нижним цилиндрами укладывается лист раскаленного металла, подгиб передней части которого выполняется при помощи гибочного вала. В процессе фальцовки лист металла постепенно закругляется.
Самые используемые вальцы – 3-х и 4-х валковые, имеют между собой такие отличия:
- лист тоньше 6 мм проскальзывает между валами;
- скорость прокатки металлического листа не должна превышать 5 м/мин;
- точка зажима листа не имеет точных координат за счет чего управлять станком сложнее;
- низкая стоимость.
- Четырехвалковые:
- все вальцы обеспечивают между собой надежное сцепление и вероятность выскальзывания листа минимальна;
- скорость прокатки может быть больше 6 м/мин;
- процесс работы автоматизирован, оператору необходимо только ввести параметры работы станка;
- завышенная цена.
По способу сгибания вальцы делят на:
- дорновые. Они способны выполнять деформацию тонкостенных труб;
- сегментные. Трубы сгибаются под действием отдельного сегмента, который и вытягивает трубу;
- пружинные. Наличие пружины, которая сгибает пластик без его деформации. Это ручной метод обработки материалов;
- арбалетные. Они предназначены для труб определенного диаметра.
ювелирные вальцы своими руками
всем привет, хочу поделится с вами тем, как я изготовил ювелирные вальцы.
сам придумал, и по немножку все сделал, сегодня даже снял видео- обзор вальцев,
где показал как я ними пользуюсь, и все обяснил…









 koksasha
koksasha- 28 февраля 2016, 18:16 9
45 комментариев
- asv63
- 28 февраля 2016, 18:26
- +3
![]()
- koksasha
- 28 февраля 2016, 18:27
- +1
![]()
- bAd
- 29 февраля 2016, 13:34
![]()
- fibber
- 28 февраля 2016, 18:29
![]()
- capitan
- 28 февраля 2016, 18:38
- +1
![]()
- koksasha
- 28 февраля 2016, 18:42
![]()
- aleksahdr
- 28 февраля 2016, 18:45
- +1
![]()
- koksasha
- 28 февраля 2016, 18:47
![]()
- koksasha
- 28 февраля 2016, 18:50
- +2
![]()
- 249tov
- 28 февраля 2016, 18:56
![]()
- koksasha
- 28 февраля 2016, 19:01
![]()
- 249tov
- 28 февраля 2016, 19:35
- +1
![]()
- koksasha
- 28 февраля 2016, 19:37

- Arnai
- 28 февраля 2016, 19:03
![]()
- dkart
- 28 февраля 2016, 19:42
![]()
- koksasha
- 28 февраля 2016, 19:54
![]()
- arty-ale
- 28 февраля 2016, 20:14
![]()
- koksasha
- 28 февраля 2016, 20:24
![]()
- arty-ale
- 28 февраля 2016, 21:30
![]()
- koksasha
- 28 февраля 2016, 21:57
![]()
- MrEd
- 28 февраля 2016, 20:17
![]()
- Yura
- 28 февраля 2016, 20:56
- +3
![]()
спасибо большое, цементацию буду пробовать сам, делаю сейчас муфельную печ с пид регулятором, буду делать прокалку опок, осваивать гарячие емали а заодно закалкуи и цементацию. есть знакомый термист, говорил что покажет что и как.
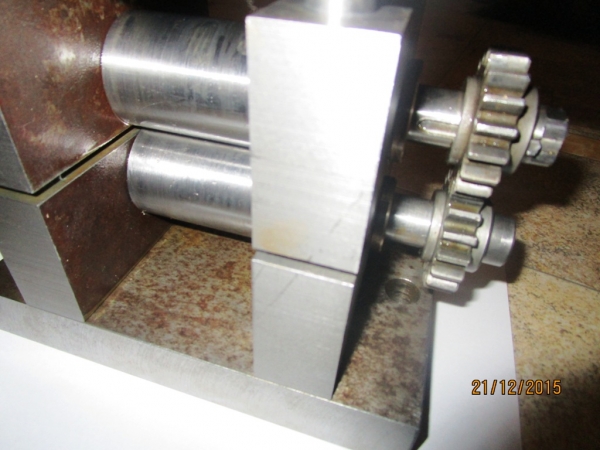
а точить валы не буду, на валах с одной стороны шестерни зацепления, а на другой будут сменные валики с проточками…
типа так как на фото 
Ювелирные вальцы: виды, назначение, изготовление своими руками
Ювелирные вальцы по принципу своего действия и внешнему виду очень напоминают отжимные устройства старых стиральных машин. Такие устройства, которые устанавливались на стиральные машины в прошлом веке, просто обжимали постиранное белье между двух прорезиненных валов, отжимая из него воду.

В ювелирном производстве вальцы используют для прокатки и вальцевания листового металла, а также проволоки и прутков
Особенности конструкции
Вальцы ювелирные, в отличие от прорезиненных валов старых стиральных машин, изготавливаются из металла, но работают по такому же принципу. Функционировать такие устройства, расстояние между валами которых можно регулировать, могут как от ручного, так и от электрического привода. Есть также комбинированные модели, в конструкции которых реализованы оба варианта.
Вальцы, используемые в ювелирном производстве, предназначены для сжатия и сгибания изделий, изготовленных из металла. Устанавливая расстояние между рабочими органами таких вальцов меньше, чем толщина или другой размер поперечного сечения обрабатываемого изделия, можно изменять не только его изначальную толщину, но также ширину и длину.
Устройство вальцов ручного типа
В отличие от выжимных устройств старых стиральных машинок, вальцы ювелирные могут иметь в своей конструкции не только 2, но также 3, 4 и даже 5 обжимных валов. Использование большого количества валов позволяет не только выполнять эффективную прокатку металлических изделий, но и сгибать их под разными углами. Из-за своей универсальности среди мастеров ювелирного дела большей популярностью пользуются трех- и четырехвалковые вальцы, которые при желании можно изготовить своими руками.
На поверхности рабочих элементов вальцов, произведенных в заводских условиях, могут присутствовать ручьи – специальные отверстия, через которые прогоняется прутковый материал.
Мощные станки позволяют задействовать для прокатки несколько ручьев одновременно
Выполнить такие желобки на поверхности обжимных валов, изготавливаемых своими руками, проблематично. Для этого необходимо иметь в своем распоряжении достаточно сложное металлорежущее оборудование или обратиться к специалистам по металлообработке. Именно поэтому многие мастера ювелирного дела отказываются от использования самодельных вальцов, отдавая предпочтение более эффективному и функциональному заводскому оборудованию.
Стоимость
Стоимость заводских моделей ювелирных вальцов, которые могут быть оснащены как ручным, так и электрическим приводом, зависит от их функциональных возможностей и находится в довольно широком диапазоне. Наиболее бюджетные модели, которые по своей функциональности напоминают самодельные устройства, стоят около 6 тыс. рублей. Как правило, такие модели – это миниатюрные устройства настольного типа без дополнительных функций, позволяющие обрабатывать изделия ограниченной ширины и определенной конфигурации. Естественно, что на рабочих поверхностях таких устройств (имеющих, как правило, ручные приводы) нет желобков, которые называют ручьями.

Профессиональные вальцы электрические с чугунным редуктором обойдутся примерно в 200 тыс. рублей
Вальцы для ювелирного производства, находящиеся в среднем ценовом диапазоне, стоят 20–30 тыс. рублей. Именно такие устройства пользуются наибольшей популярностью. Благодаря большему количеству рабочих валов такие модели, по сравнению с самыми бюджетными и изготовленными своими руками, отличаются большей длиной рабочей поверхности, за счет которой и обеспечивается воздействие на обрабатываемое изделие. Если у вальцов, сделанных своими руками и относящихся к бюджетной категории, длина такой поверхности составляет порядка 30 см, то у более функциональных моделей данный параметр доходит до 1 метра.
Стоимость самых дорогих и по-настоящему функциональных устройств вальцового типа, используемых в ювелирном деле, может доходить до 1 млн рублей, а в среднем она находится в интервале 100–300 тыс. руб. Альтернативой их приобретения, которая также сопряжена с достаточно большими расходами, являются услуги специализированных компаний, имеющих в своем распоряжении подобное оборудование.
Виды и сферы применения
По типу используемого привода ювелирные вальцовые устройства делятся на несколько категорий.
Эти модели не предполагают подключения к электрической сети. Такие вальцы, хотя и очень компактны, требуют приложения значительных физических усилий для своего использования, так как являются ручными. Применение ручных устройств сопряжено со значительными трудозатратами, помимо этого функциональность таких приспособлений находится на достаточно низком уровне.

Ручные вальцы RM-03 прокатывают металл шириной до 60 мм
Электрический привод обеспечивает протягивание металлических изделий через систему вальцов. По сравнению с ручными моделями, такие устройства обладают большей функциональностью и значительно сокращают время выполнения работ. Вал электродвигателя при помощи цепной передачи приводит во вращение рабочие органы, а в отдельных моделях за счет электрического привода обеспечивается и подача изделий в зону обработки. Между тем эти вальцы по своей конструкции практически ничем не отличаются от ручных моделей.

Модель вальцов В-9М представляет собой оснащенную электроприводом модификацию легендарного ручного станка В-9
За счет высокой мощности гидравлического привода такое оборудование успешно используется для обработки изделий сложной конфигурации, которые изготовлены из элементов, отличающихся значительной величиной параметров поперечного сечения. Использование ювелирных вальцов данного типа позволяет получать элементы со сложной конфигурацией даже за один проход через систему валков. Для приведения в действие таких устройств и придания им требуемой мощности используется энергия сжатой жидкости – воды или технического масла. Недостатками ювелирного оборудования, оснащенного приводами гидравлического типа, являются значительные габариты и масса.
С приводом комбинированного типа
Для таких вальцов характерна широкая универсальность. Следует иметь в виду, что оборудование данного типа отличается более высокой ценой, что следует обязательно учитывать при его выборе.
Мощные прокатные станы оснащаются дополнительными опциями, например, устройством протяжки проволоки или системой охлаждения валов
На различные категории вальцы делятся и по своему назначению. Так, модели для изготовления ювелирных изделий используются преимущественно для обработки мягких металлов, возможность пластической деформации которых не требует предварительного нагревания. Металлами, поддающимися холодной прокатке, в частности, являются медь, серебро, латунь и золото. Между тем использовать такое оборудование можно для деформирования изделий и из других металлов, но для этого заготовку придется предварительно нагреть, что часто и делают мастера ювелирного дела.
Если вы занимаетесь изготовлением ювелирных изделий и других украшений на дому и объемы вашего производства пока небольшие, можно использовать и самодельное оборудование, чертежи которого несложно найти в интернете. Однако, когда объемы вашего производства выйдут на приличный уровень, а степень сложности изделий, которые вы изготавливаете, будет достаточно высокой, лучше приобрести серийное оборудование, отличающееся высокой мощностью и широкими функциональными возможностями.
Делаем ювелирные вальцы своими руками
Ниже представлен один из вариантов изготовления самодельных ювелирных вальцов. Подборка фотографий с ключевыми узлами устройства и подробное видео от самого автора об изготовлении, сборке и последующем применении вальцов.

Общий вид вальцов, сделанных собственными руками









И напоследок еще одна вариация самодельных вальцов, но уже не столь сложная и монументальная как первый вариант, предложенный выше.
Ювелирные вальцы: виды, назначение, изготовление своими руками

Вальцы ювелирные особенно незаменимы для небольших ювелирных мастерских. Предназначены для вальцевания металлов с высокой пластичностью, таких как медь, алюминий, золото, серебро, латунь (без предварительного нагрева) и менее пластичных малоуглеродистая сталь, дюралюминий, бронза (с предварительным подогревом до 60-80 градусов) для придания им необходимой
геометрии: тонкий лист, фольга, проволока различных сечений. Из проволоки впоследствии можно будет плести драгоценные — золотые и серебряные цепочки, кружева.
Комплект сменных роликов позволяет формировать профили заготовок обручальных колец и придавать готовым ювелирным изделиям и бижутерии эффект «алмазной
огранки» (цепочки, браслеты и т. п.)
Особенности конструкции
Вальцы ювелирные, в отличие от прорезиненных валов старых стиральных машин, изготавливаются из металла, но работают по такому же принципу. Функционировать такие устройства, расстояние между валами которых можно регулировать, могут как от ручного, так и от электрического привода. Есть также комбинированные модели, в конструкции которых реализованы оба варианта.
Вальцы, используемые в ювелирном производстве, предназначены для сжатия и сгибания изделий, изготовленных из металла. Устанавливая расстояние между рабочими органами таких вальцов меньше, чем толщина или другой размер поперечного сечения обрабатываемого изделия, можно изменять не только его изначальную толщину, но также ширину и длину.
Устройство вальцов ручного типа
В отличие от выжимных устройств старых стиральных машинок, вальцы ювелирные могут иметь в своей конструкции не только 2, но также 3, 4 и даже 5 обжимных валов. Использование большого количества валов позволяет не только выполнять эффективную прокатку металлических изделий, но и сгибать их под разными углами. Из-за своей универсальности среди мастеров ювелирного дела большей популярностью пользуются трех- и четырехвалковые вальцы, которые при желании можно изготовить своими руками.
На поверхности рабочих элементов вальцов, произведенных в заводских условиях, могут присутствовать ручьи – специальные отверстия, через которые прогоняется прутковый материал.
Мощные станки позволяют задействовать для прокатки несколько ручьев одновременно
Выполнить такие желобки на поверхности обжимных валов, изготавливаемых своими руками, проблематично. Для этого необходимо иметь в своем распоряжении достаточно сложное металлорежущее оборудование или обратиться к специалистам по металлообработке. Именно поэтому многие мастера ювелирного дела отказываются от использования самодельных вальцов, отдавая предпочтение более эффективному и функциональному заводскому оборудованию.
Изготовление ювелирного вальцовочного станка своими руками
Вальцовочный станок изготовить самостоятельно достаточно сложно
Вальцовочный станок (вальцовка) — это уникальное оборудование, которое применяется в сфере строительных и ремонтных работ для гибки разного рода металлов.
Разновидности и назначение ювелирных вальцов
Такие станки используются на любом современном предприятии для изготовления из металлических листов изделий формы конуса, овала, цилиндра. Процесс создания таких конструкций именуется вальцеванием. Вальцы позволяют выполнить любые трубы, заготовки для дальнейшей штамповки, различные готовые изделия из металлических листов.
Перед изготовлением вальцовочного станка следует выполнить его чертеж
Простые вальцы также применяются в быту, когда надо своими руками сделать:
- Желоба;
- Дымоходы;
- Трубы;
- Воздуховоды;
- Другие изделия для кровли и стройки.
Современное оборудование дает возможность работать почти с любыми металлическими листами. Они без проблем загибают листовой материал из нержавейки, легированных и углеродистых сплавов, алюминиевые, чугунные листы. Есть и модели вальцов, которые функционируют с заготовками из поликарбоната.
Всё оборудование для работы с металлическими листами можно подразделить на такие группы:
- Ручные (ювелирные);
- Электромеханические;
- Гидравлические.
Ручной станок может устанавливаться на стойке (на пол) или на верстаке (на стол). Он не имеет электропривода, поэтому для осуществления гибки на нём требуется достаточная человеческая сила. Ручные ювелирные станки очень просты в применении. Их конструкция создает высочайшую надёжность эксплуатирования спецоборудования в течение продолжительного времени.
Стоимость
Стоимость заводских моделей ювелирных вальцов, которые могут быть оснащены как ручным, так и электрическим приводом, зависит от их функциональных возможностей и находится в довольно широком диапазоне. Наиболее бюджетные модели, которые по своей функциональности напоминают самодельные устройства, стоят около 6 тыс. рублей. Как правило, такие модели – это миниатюрные устройства настольного типа без дополнительных функций, позволяющие обрабатывать изделия ограниченной ширины и определенной конфигурации. Естественно, что на рабочих поверхностях таких устройств (имеющих, как правило, ручные приводы) нет желобков, которые называют ручьями.
Профессиональные вальцы электрические с чугунным редуктором обойдутся примерно в 200 тыс. рублей
Вальцы для ювелирного производства, находящиеся в среднем ценовом диапазоне, стоят 20–30 тыс. рублей. Именно такие устройства пользуются наибольшей популярностью. Благодаря большему количеству рабочих валов такие модели, по сравнению с самыми бюджетными и изготовленными своими руками, отличаются большей длиной рабочей поверхности, за счет которой и обеспечивается воздействие на обрабатываемое изделие. Если у вальцов, сделанных своими руками и относящихся к бюджетной категории, длина такой поверхности составляет порядка 30 см, то у более функциональных моделей данный параметр доходит до 1 метра.
Стоимость самых дорогих и по-настоящему функциональных устройств вальцового типа, используемых в ювелирном деле, может доходить до 1 млн рублей, а в среднем она находится в интервале 100–300 тыс. руб. Альтернативой их приобретения, которая также сопряжена с достаточно большими расходами, являются услуги специализированных компаний, имеющих в своем распоряжении подобное оборудование.
Технические характеристики ручных вальцов
Диаметр валов — 48 мм. Длина рабочей поверхности вала — 96 мм. Длина рабочей поверхности роликов — 20 мм. Количество сменных роликов — 12 шт. Регулируемый развод валов — 0….5 мм. Габаритные размеры без рукояти — 241х125х245 мм.
Изготовление ручных ювелирных вальцов по чертежам, поможет вам сэкономить 50% от стоимости аналогичных заводских.
Дополнительно вы получаете чертежи пирамиды для растяжки калибровки колец. Поворотом ручки вы сможете придать кольцу нужный размер. Размеры от 13мм до 24,5мм согласно стандартов принятых в Германии и России.
Виды и сферы применения
По типу используемого привода ювелирные вальцовые устройства делятся на несколько категорий.
Ручные
Эти модели не предполагают подключения к электрической сети. Такие вальцы, хотя и очень компактны, требуют приложения значительных физических усилий для своего использования, так как являются ручными. Применение ручных устройств сопряжено со значительными трудозатратами, помимо этого функциональность таких приспособлений находится на достаточно низком уровне.
Ручные вальцы RM-03 прокатывают металл шириной до 60 мм
С электрическим приводом
Электрический привод обеспечивает протягивание металлических изделий через систему вальцов. По сравнению с ручными моделями, такие устройства обладают большей функциональностью и значительно сокращают время выполнения работ. Вал электродвигателя при помощи цепной передачи приводит во вращение рабочие органы, а в отдельных моделях за счет электрического привода обеспечивается и подача изделий в зону обработки. Между тем эти вальцы по своей конструкции практически ничем не отличаются от ручных моделей.
Модель вальцов В-9М представляет собой оснащенную электроприводом модификацию легендарного ручного станка В-9
С гидравлическим приводом
За счет высокой мощности гидравлического привода такое оборудование успешно используется для обработки изделий сложной конфигурации, которые изготовлены из элементов, отличающихся значительной величиной параметров поперечного сечения. Использование ювелирных вальцов данного типа позволяет получать элементы со сложной конфигурацией даже за один проход через систему валков. Для приведения в действие таких устройств и придания им требуемой мощности используется энергия сжатой жидкости – воды или технического масла. Недостатками ювелирного оборудования, оснащенного приводами гидравлического типа, являются значительные габариты и масса.
С приводом комбинированного типа
Для таких вальцов характерна широкая универсальность. Следует иметь в виду, что оборудование данного типа отличается более высокой ценой, что следует обязательно учитывать при его выборе.
Мощные прокатные станы оснащаются дополнительными опциями, например, устройством протяжки проволоки или системой охлаждения валов
На различные категории вальцы делятся и по своему назначению. Так, модели для изготовления ювелирных изделий используются преимущественно для обработки мягких металлов, возможность пластической деформации которых не требует предварительного нагревания. Металлами, поддающимися холодной прокатке, в частности, являются медь, серебро, латунь и золото. Между тем использовать такое оборудование можно для деформирования изделий и из других металлов, но для этого заготовку придется предварительно нагреть, что часто и делают мастера ювелирного дела.
Если вы занимаетесь изготовлением ювелирных изделий и других украшений на дому и объемы вашего производства пока небольшие, можно использовать и самодельное оборудование, чертежи которого несложно найти в интернете. Однако, когда объемы вашего производства выйдут на приличный уровень, а степень сложности изделий, которые вы изготавливаете, будет достаточно высокой, лучше приобрести серийное оборудование, отличающееся высокой мощностью и широкими функциональными возможностями.
Фильера.
Фильера, она же волочильная доска -доска с дырочками различного диаметра. Дырочки в фильере круглого профиля уменьшаются через 0,05 или 0,1 мм. Протаскивая проволоку последовательно через дырочки, уменьшают её диаметр
К столу фильера крепится тисками(это на хозяйственном рынке продаётся). Хорошая фильера сделана из твёрдосплавного металла или имеет твёрдосплавные вставки в дырочках.(Раньше фильеры были деревянные, буковые). нетвёрдосплавная фильера тоже вполне работает и стоит гораздо дешевле, вполне можно купить за 1000-2000 руб.,просто обращаться с ней поаккуратней -следить, чтоб опилки не попадали, бура, кислота чтоб не попадала, впрочем, это касается любой фильеры. Дырки в фильере бывают не только круглые, но и квадратные, треугольные, чечевица, сегмент круга… Вопреки распространённому мнению, через неё не так уж тяжело дёргать, титанических усилий не требуется. Через некруглые профили дёргать тяжелее, чем через круглые. Тонкую проволоку тяжелее дёргать, чем толстую потому что в процентном отношении за проход она должна гораздо сильнее утоньчиться, бывают фильеры, у которых для совсем тонкой проволоки шаг между диаметрами дырок уже не 0,05, а 0,025. Подробнее о работе с фильерой можно почитать здесь К сожалению,при изготовлении круглой проволоки без фильеры обойтись нельзя, так что моё мнение -надо брать, особенно, кто с серебром работает, чтоб не страдать в поисках проволоки нужного диаметра -покупать проволоку потолще(она и подешевле выходит), а из неё уже любую можно сделать. Некоторые профили, квадрат к примеру, теоретически можно отковать молоточком на наковальне, регулярно отжигая, естественно…. Кстати, у бюджетных вальцев нет проточек под квадраты маленького сечения, там до миллиметра с чем-то обычно, скорее ближе к 2мм, в плоских валах катать тонкую квадратную проволоку очень неудобно , так что -фильера с квадратным профилем дырок в помощь. К сожалению, ссылки пришлось убрать -если что, просто посмотрите картинки в поисковике на ключевые слова, они в тексте жирно и курсивом.
Технология производства пеноизола: общие вопросы
В связи с возрастающей популярностью такого теплоизоляционного материала, как пеноизол, встаёт вопрос о более близком знакомстве с технологией его производства. Поэтому в данной статье мы уделим внимание наиболее важным вопросам производства пеноизола и поделимся некоторыми секретами.
Исходные компоненты для производства пеноизола
 Пеноизол по своему составу и структуре относится к классу карбамидных пенопластов с коэффициентом теплопроводности 0,035 — 0,047 Вт/мК и плотностью 8 — 28 кг/м3. Состав же компонентов, которые используются для его производства, достаточно прост:
Пеноизол по своему составу и структуре относится к классу карбамидных пенопластов с коэффициентом теплопроводности 0,035 — 0,047 Вт/мК и плотностью 8 — 28 кг/м3. Состав же компонентов, которые используются для его производства, достаточно прост:
- полимерная смола карбамидная;
Это основной компонент. Он не является редкостью и довольно часто применяется в производстве ДСП и ДВП. Выглядит смола как суспензия светло-коричневого цвета и состоит на 55% из сухого вещества, 0,25% формальдегида и воды. Относится к негорючим материалам.
- пенообразователь;
Разновидностей его довольно много (Морпен, АБСК, Пеностором и т.д.), поэтому использовать можно практически любой. По своему составу — это трудногорючее вязкое вещество коричневого цвета с содержанием серной кислоты порядка 2%.
- ортофосфорная кислота;
Данный компонент по своей сути выполняет функции отвердителя. Является горючим материалом и имеет плотность от 50 до 90%.
Вода используется обычная водопроводная.
Технологический процесс производства пеноизола
 Чтобы получить качественный продукт, соответствующий ГОСТ 16381-77, необходимо использовать и качественное оборудование для производства пеноизола. Данная газожидкостная установка (ГЖУ) представляет собой пеногенератор, в котором происходит вспенивание полимерной смолы с добавлением воды и отвердителя, а также последующая её подача по шлангам на утепляемую поверхность или пресс-форму под давлением сжатого воздуха (компрессор).
Чтобы получить качественный продукт, соответствующий ГОСТ 16381-77, необходимо использовать и качественное оборудование для производства пеноизола. Данная газожидкостная установка (ГЖУ) представляет собой пеногенератор, в котором происходит вспенивание полимерной смолы с добавлением воды и отвердителя, а также последующая её подача по шлангам на утепляемую поверхность или пресс-форму под давлением сжатого воздуха (компрессор).
Перед началом работ необходимо подсоединить к ГЖУ 3 емкости (Б1 — Б3), электронасосы и воздушный компрессор. Ёмкость Б1 наполняется необходимым количеством полимерной смолы (соотношение смотреть в инструкции), в ёмкость Б3 наливается вода, а ёмкость Б2 заполняется предварительно приготовленным сложным составом из пенообразователя и ортофосфорной кислоты.
4% раствор пенообразователя готовится путём смешивания 1:24 концентрированного АБСК и горячей воды (70-80 °C) до получения прозрачной светло-коричневой жидкости. Для приготовления раствора отвердителя концентрат ортофосфорной кислоты (0,5 л) также смешивается с 40 °C-ной водой (48 л), после чего в него выливается 5 литров 4% раствора пенообразователя. Прежде чем эта масса попадёт в емкость Б2, её необходимо тщательно перемешать в течение нескольких минут.
Предметно ознакомиться с процессом подключения и запуска оборудования, выполнения проверки его работоспособности, а также промывки ГЖУ можно в инструкции его эксплуатации.
Ориентировочный расход материалов для производства 1 м3 пеноизола плотностью 15 кг/м3
Виды производства жидкого пенопласта
Пеноизол производится методом заливки. Но данную технологию можно использовать как на самом объекте, так и в производственном помещении. Всё зависит от продукта, который вы хотите получить.
 Если вы собираетесь заливать утеплитель пеноизол в пустоты кирпичной стены, то на её поверхности в швах кладки необходимо проделать технологические отверстия диаметром 18 — 26 мм и шагом 1-1,5 метра. Такие отверстия выполняются в шахматном порядке, и в дальнейшем через них подаётся пена снизу вверх.
Если вы собираетесь заливать утеплитель пеноизол в пустоты кирпичной стены, то на её поверхности в швах кладки необходимо проделать технологические отверстия диаметром 18 — 26 мм и шагом 1-1,5 метра. Такие отверстия выполняются в шахматном порядке, и в дальнейшем через них подаётся пена снизу вверх.
Если вы намереваетесь изготовить листовой пеноизол, то он заливается в предварительно изготовленные формы. После этого происходит процесс его первичной кристаллизации, а затем уже нарезаются необходимые по размеру листы или блоки, которые ещё досушиваются примерно 2-3 суток. Хотим обратить ваше внимание, что рекомендуемая толщина листов пеноизола должна быть не менее 4 см и не более 20 см.
При помощи ГЖУ можно также выполнить эффективное утепление чердака или перекрытия, просто равномерно распределив пеноизол на поверхности меж лагами.
Процесс кристаллизации пены
Первичное затвердевание пеноизола происходит уже через 20 мин, и он напоминает мягкий поролон, который при сдавливании сжимается. Окончательная же кристаллизация пены наступает на 2 — 3 сутки. Причём во многом этот процесс зависит от наружной температуры и влажности окружающей среды. В готовом виде пеноизол имеет вид ячеистого, суфлеобразного, застывшего материала белого цвета на 90% состоящего из воздуха. Специфический запах, который присутствует в помещении в процессе отвердевания пеноизола, со временем выветривается.
На этом всё. А дальше практика и ещё раз практика…
Пеноизол: самостоятельное изготовление

Пеноизол – один из современных материалов, при помощи которого можно улучшить характеристики любого объекта строительства. Обычно им пользуются для утепления. Практичность и низкая стоимость, доступные цены – вот главные преимущества, которые сделали это решение популярным. Современные технологии позволяют извлечь выгоду из материала, создавая пеноизол своими руками.
Технология производства своими руками
В готовом виде консистенция смеси похожа на суфле. Вещество застывает, когда начинает контактировать с воздухом. При нанесении эта смесь заполняет собой все пустоты. Поэтому в помещении улучшаются характеристики шумо-, теплоизоляции после запенивания крыши и других поверхностей.
Материал удобен тем, что работы с ним можно проводить круглый год, вне зависимости от погодных условий. Утепление домов пеноизолом при этом даёт одинаковый результат.
Виды оборудования для пеноизола своими руками
Для налаживания производства можно использовать любые помещения. Но можно добиться значительной экономии, если процесс организовать там же, где идут работы по строительству.
Предполагается использование приспособлений следующих видов:
- компрессор;
- электрическая энергия;
- насосы для растворов;
- пеногенераторы. Их материал имеет значение;
- насосы, подающие пену;
- парогенератор.
Всё оборудование легко приобретается на строительном рынке, либо в специализированных магазинах. В том числе – работающих удалённо через интернет.
Выпускают устройства разные производители, главные отличия – по цене и характеристикам. 35 тысяч – средняя стоимость общей конструкции.
Российские и украинские установки в этой сфере дают лучшие результаты. Они нацелены на качественное утепление стен пеноизолом.
Сборка оборудования
Составляющие элементы можно купить в интернете, по более доступной цене. Обычно для этого обращаются к частным продавцам, размещающим свои сообщения. Некоторые компании-производители тоже действуют по такой схеме реализации. Технология процесса, чертежи описаны на тематических порталах.
Самые недорогие устройства содержат следующие приспособления:
- компрессоры;
- пластиковые бочки, где хранятся растворы с катализатором. Объёмом минимум в 300 литров;
- шланг, через который подают смесь. Недостаток у такого оборудования только один – ненадёжность. Но его легко избежать;
- газожидкостная установка;
- набор с кранами.
Некоторые детали наверняка найдутся в запасе у владельцев. А вот на насосе экономить не стоит, он должен быть как можно качественнее. Эффективны модели, поддерживающие так называемое двойное вспенивание, когда производят пеноизол, оборудование своими руками тоже можно изготовить.
Покупается компрессор с определённой мощностью. Такие установки тоже реализуются на строительных рынках, в магазинах спецтехники. Насос должен давать на выходе около 4-5 атмосфер.
Плунжерные и вихревые агрегаты станут оптимальным выбором в большинстве ситуаций. Главное – защитить их от попадания внутрь крупных частиц, для чего приобретаются дополнительные фильтры.
Корпус насоса лучше брать металлический, тогда срок службы будет максимальным. Лучше найти проверенного продавца, который не вызывает сомнений. Тогда и утепление материалов потом будет качественным.
Необходимые ингредиенты
Пеноизол состоит из следующих компонентов:
- техническая вода;
- пенообразователь;
- ортофосфорная кислота. Это отвердитель, дающий пене принять определённую форму;
- карбамидно-формальдегидная смола.
Указанные компоненты тоже добываются в специализированных магазинах, чаще всего – строительной тематики. Что такое пеноизол, понять легко.
Приведём пример расхода основных веществ для производства 1 кубического метра:
- 30-45 мл воды;
- 300-1000 мл катализатора отвердения;
- 250-500 мл пенообразователя;
- 8-25 килограмм смолы.
Допускается менять указанные пропорции в зависимости от индивидуальных потребностей и условий. Это классическое соотношение при изготовлении жидкого пенопласта своими руками.
При изготовлении компоненты подаются внутрь агрегата, с помощью специального насоса. Смешивание происходит тоже внутри, в чём участвует сжатый воздух. Всё вспенивается, превращается в теплоизоляционный материал.
Через смесительный рукав продукт в готовом виде подают туда, где проводятся работы.
Рекомендуется в отдельной ёмкости сначала смешать катализатор реакции с пенообразователем и водой. Вторую ёмкость используют для смолы. Потом смеси объединяют друг с другом и перемешивают, пока не появится консистенция суфле.

Это ручной способ производства. Полученную массу можно разлить по формам с разными размерами. При комнатной температуре всё застывает, потом основу разрезают на отдельные листы. Покрывают поверхность защитными составами для получения лучших характеристик при утеплении пеноизолом.
Коммерческая выгода
Пеноизол относится к материалам, который нашёл применение в бытовой и коммерческой сфере в равной степени. Низкая себестоимость делает этот бизнес достаточно прибыльным. Утеплитель продаётся в жидкой форме, либо как листы. Он действительно напоминает обычный пенопласт.
Виды пеноизола
Современные технологии позволили создать несколько разновидностей материалов, каждая из которых обладает своими характеристиками и отличиями. Во время запенивания стен пеноизолом это тоже учитывают.
Жидкий
Широко распространён в разных сферах жизнедеятельности. Очень удобный вариант благодаря тому, что допускает приготовление прямо на строительных площадках. Помогает с ремонтом, обеспечивает защиту от проникновения внутрь тепла. Для дополнительного формирования звукоизоляции в каркасных постройках пену заливают внутрь замкнутого пространства. При ремонте подручный пеноизол помогает заполнять трещины, зазоры. Утеплять он тоже может.

Гранулированный
Его ещё называют термоватой или пеноизольной крошкой. Форма выпуска – гранулы с высокой степенью эластичности. Полимер во время изготовления дробят на фракции, размер каждой из которых составит 15 мм.
По сравнению с первоначальным количеством, объём этой смеси увеличивается в два раза после такого измельчения. Хороший вариант для заинтересованных в экономичном монтаже. Гранулированный пеноизол укладывают на пол, им заполняют полости между стенами. Потолок обрабатывается легко.

Листовой
Предполагает заливку в специальную форму, в жидком виде. Основу режут на специальных станках, когда всё остывает. Либо делают всё своими руками, чтобы придать конструкциям необходимую форму и толщину. Далее идёт просушка с механической обработкой. Изоляция строящихся зданий – главное назначение таких материалов.
При монтаже пользуются дюбелями, которыми покрывают наружные стены. Сверху стену обшивают декоративными покрытиями. Между лагами на полу тоже укладывают плиты после производстве пеноизола своими руками в домашних условиях.

Помещение для производства пеноизола
Начинать стоит с помещений, чья площадь не превышает 100 квадратных метров. Этого вполне хватит для размещения внутри всего оборудования и компонентов. Отдельное внимание – складам, которые применяются для хранения. Обязательно позаботиться о грамотной вентиляции, ведь производство предполагает выделение вредных веществ.
Для цеха обязательно наличие всех коммуникаций, включая:
- канализацию. Это обязательное условие;
- отопление;
- вода;
- электричество.
Такой цех можно арендовать, в зависимости от региона это обойдётся от 20 до 70 тысяч рублей ежемесячно. Производство требует минимальных затрат.
Трат на цех можно избежать, если составы пеноизола создавать на стройплощадках. Для хранения оборудования допустимо применять гаражи. А цехи открывать позже, когда производство наладится должны образом.
Общая стоимость запуска
Себестоимость получаемой продукции – основной показатель для любого бизнеса, производство пеноизола не стало исключением. В данном случае надо учитывать сырьё и производственные затраты, которые понадобятся для создания 1 кубометра материала. Учитываются траты по электроэнергии, заработной плате для рабочих. Дом у них может быть в другом месте.

Если оборудование загружено на 50%, итоговые расчёты по бизнесу для начала могут выглядеть следующим образом:
- 562 рубля – средняя себестоимость 1 кубического метра, которым обрабатывается стена;
- средняя цена при продаже может составлять до 800 рублей;
- с 1 кубического метра производитель получает 263 рубля. Разница по видам материала незначительна;
- при половинной загрузке оборудования производственный объём составит 20 м3;
- в день прибыль 4760 руб. Это важная характеристика;
- за месяц можно получить около 100 тысяч рублей;
- срок окупаемости в среднем составляет до 2 недель. Домашний состав даёт примерно такой же результат.
Главное преимущество – в том, что можно обойтись оборудованием с небольшими габаритами. Наладить весь процесс можно буквально за 1-2 дня. Это касается и выпуска листов, и использования материала прямо на строительной площадке, когда он жидкий.
Современные системы смешения способствуют дополнительной защите от проникновения пыли и грязи внутрь установок. Даже при неправильной эксплуатации многие виды оборудования остаются рабочими, технический параметр качества не снижается.
Дешевле заказать или сделать своими руками?
Нет необходимости покупать профессиональное оборудование, если результат производства применяют всего на 1-2 объектах. В таком случае можно изготовить материал своими руками, либо взять технику в аренду. Средняя стоимость – 10 тысяч рублей.
Для окупаемости важно с самого начала использовать как можно больше каналов для сбыта. Удобен вариант, когда закупается мобильная установка. Благодаря ей удобно работать на любых объектах, в гараже и прямо на стройке.
 Пеноизол применяется для пароизоляции балкона или лоджии
Пеноизол применяется для пароизоляции балкона или лоджии
Иногда срок выхода к безубыточности увеличивается из-за сезонности некоторых работ, что тоже обязательно учитывается. Как и первоначальный состав.
Выводы
Надо отдельно запомнить, что многие фирмы предпочитают безналичную форму расчёта, из-за чего деньги поступают на счёт с некоторой задержкой.
Желательно заранее предусмотреть не только оптовую, но и розничную реализацию. Это обеспечит регулярное поступление денежных средств. Для начинающих предпринимателей это хороший старт.
Даже если он далёк от строительства, только ищет свою нишу. Бизнес легко запускается при минимальных вложениях, отличается средними сроками окупаемости.

Многолетний опыт строительства и знание свойств всех материалов на строительном рынке помогают писать качественные и технически обоснованные статьи.
Производство пеноизола
Пеноизол – разновидность вспененного пенополистирола, одного из самых распространенных звукотеплоизоляционных материалов на российском рынке. Утеплитель популярен по 2 причинам — высокое качество и низкая цена. Рынок пеноизола в России открыт для новых производителей – помимо нескольких крупных поставщиков, компаний, выпускающих этот материал, не так много, особенно в регионах. В этом бизнес-плане мы подробнее расскажем, как организовать производство пеноизола, какое оборудование выбрать и что учесть. В статье также приведен примерный расчет окупаемости предприятия.
Обзор рынка и целевая аудитория
В последние годы объем российского рынка теплоизоляции стабильно увеличивался. Если в 2017 году было произведено порядка 40 млн куб. м стройматериалов, то в 2018-м объем составил уже 42 млн куб. м. Рост в 2019 г. ожидается в размере 3-7%.
Пеноизол (карбамидный пенопласт) требуется строительным компаниям, которые в ходе возведения стройобъектов потребляют этот продукт в больших количествах. Спрос на него находится в прямой зависимости от ситуации на строительном рынке.

В 2019 году эта отрасль стагнирует. По причине пресыщения рынка наблюдается снижение темпов роста объема работ, что отражается на спросе и объеме продаж стройматериалов.
Эксперты ожидают завершения этого периода в скором времени. Новый бизнес по производству пеноизола имеет перспективы для роста – поставщиков утеплителя не так много, стройфирмы заинтересованы в появлении новых компаний-производителей.
Виды пеноизола
Для утепления зданий используют несколько видов пеноизола. Основные перечислены в таблице ниже.
Таблица 1. Основные виды пеноизола.
Самый распространенный. Применяется для теплоизоляции различных конструкций, для ремонта. Заполняет трещины и зазоры. Можно приготовить на стройплощадке.
Изготавливается путем дробления полимера на фракции 10-15 мм. Экономичен при монтаже. Пеноизол в гранулах в объеме в 2 раза превышает количество листового полимера, полученного при производстве. Им заполняют полости между стенами, при укладке пола.
Утеплитель заливается в спецформу, по готовности режется, сушится и дополнительно обрабатывается. Монтируется с наружной стороны стен домов, крепится дюбелями. Также может укладываться на пол (между лагами).
Показатели и преимущества пеноизола
Популярность карбамидного пенопласта объясняется его низкой ценой и характеристиками:
- Низкий показатель теплопроводности (0,041 Вт/м2*К). Чтобы обеспечить хорошую теплоизоляцию, достаточно узкого слоя пеноизола (минимум – 10 см).
- Высокое шумопоглощение, достигающее 65%. Даже узкий слой стройматериала решает вопрос со звукоизоляцией.
- Хорошая огнестойкость. Утеплитель относится к Г-1 группе горючести с В-2 категорией воспламеняемости. Полимер не плавится, а испаряется, не выделяя вредных токсинов. Дымит слабо.
- Гигроскопичность. Воздух может проходить через пенопласт, свойство паропроницаемости позволяет стенам «дышать».
- Химическая нейтральность перед различными компонентами, включая органические растворители.
- Биоустойчивость. На пеноизоле не растут грибок и плесень, его не грызут мыши / крысы.

Недостатки
Пеноизол имеет следующие недостатки.
Во-первых, он впитывает влагу и не отдает ее. Пеноизол достаточно стойкий перед влажностью, однако эта особенность не позволяет использовать утеплитель при стяжке фундамента.
Во-вторых, материал дает осадку в диапазоне 0,1-5%.
В-третьих, пеноизол легко рвется – имеет небольшую прочность на разрыв.
В-четвертых, класть утеплитель можно только при плюсовой температуре (не менее +5°С). Лишь в этом случае получится качественная пена для заполнения полостей.
Если листовой и гранулированный пеноизол не выделяет опасных веществ, то в жидкой форме он может испарять вредные токсины. Рабочим лучше иметь средства защиты.
Технология изготовления пеноизола
- В отдельной емкости смешивают 3 ингредиента: вода, пенообразователь и катализатор реакции. Во вторую емкость заливается карбамидоформальдегидная смола. В дальнейшем она поступает в смесь под воздействием сжатого воздуха.
- Компоненты тщательно перемешиваются до образования смеси, по консистенции похожей на суфле. Полученный материал называется жидким пеноизолом, то есть уже подходит для использования на стройплощадках.
- Жидкая масса разливается по формам разных размеров. Застывание проходит при комнатной температуре, длится до 3 часов (зависит от формы, размера и конкретного рецепта), в среднем – 30-40 минут.
- Полученные листы утеплителя разрезают на отдельные плиты в соответствии с требуемыми размерами.
- Карбамидный пенопласт покрывается защитным составом, повышающим прочность и огнестойкость.
- Готовый продукт упаковывается и складируется.

Что нужно для начала деятельности
Бизнес по изготовлению пеноизола можно начать без серьезных капиталовложений. Оборудование стоит недорого, а основные траты каждый месяц будут уходить на закупку сырья и оплату труда персоналу.
Таблица 1. Размер первоначальных расходов для бизнеса по производству пеноизола.
Аренда помещения, 90 кв. м
Сырье (на месяц при полной загрузке)
Заработная плата, 6 чел.
Расчеты актуальны для города с населением до 1-1,5 млн чел. К дополнительным отнесены затраты на коммунальные платежи, рекламное продвижение, подготовку помещения и др. Размеры налоговых отчислений в расчете не учтены.
Документы
Сначала нужно зарегистрировать форму деятельности. Работать можно в форме физического (ИП) или юридического лица (ООО). Все зависит от планов предпринимателя, масштабов производства. Каждая форма имеет свои возможности и ограничения, однако работа в форме ООО позволит сотрудничать даже с крупными строительными компаниями и оптово-розничными сетями.
При регистрации указываются коды ОКВЭД-2.
23.99.6 «Производство минеральных тепло- и звукоизоляционных материалов и изделий».
22.23 «Производство пластмассовых изделий, используемых в строительстве».
22.29 «Производство прочих пластмассовых изделий».
32.9 «Производство изделий, не включенных в другие группировки».
Для запуска бизнес-проекта не нужна сертификация. Полимер производится по ТУ 2254-001-33000727-99 «Пеноизол теплоизоляционный. Технические условия».
Оборудование для пеноизола
Для промышленного производства утеплителя нужно купить следующее оборудование:
- компрессор и блок питания;
- газожидкостная установка для сжиженного газа, включающая систему насосов для подачи пены и раствора;
- разборные формы для заливки;
- емкости для изготовления смеси;
- большой стол для упаковки материала.
В этой комплектации можно выпускать листовой и жидкий пеноизол.

В продаже есть техника российского, украинского и зарубежного производств. Модели отличаются друг от друга по цене, техническим характеристикам — включая степень автоматизации процесса. Есть мобильные и стационарные установки.

Оборудование и компоненты для производства пеноизола., Установки УПГ, смола ВПС-Г, пенообразователь АБСК, кислота ортофосфорная.
Оборудование можно сделать самому – в продаже есть нужные чертежи и схемы.
При выборе техники лучше искать продавца, который обучает персонал заказчика работе на установке. Оборудование должно иметь гарантию.
Сырье
Продукт производят путем вспенивания полимерной смолы по разработанной рецептуре. В зависимости от формулы в состав могут добавлять присадки, но основные компоненты одинаковые.
- Смола синтетическая карбамидоформальдегидная.
- Пенообразователь. Необходим для образования устойчивой пены.
- Катализатор (отвердитель). Ускоряет процесса застывания.
- Вода температурой не ниже +20°С.
Найти и купить необходимое сырье не составит проблемы.
В отношении рецепта существуют общепринятые стандарты, однако бизнесмен вполне может создать свою формулу утеплителя. Лучше обратиться к строительному эксперту, хотя информацию можно найти и самому – в Рунете есть достаточно онлайн-ресурсов, форумов по этой теме.
Цех по производству пеноизола
Для организации бизнеса потребуется помещение площадью 70-90 кв. м, разделенное на производственный цех, склад, комнату для персонала, административное помещение и санузел. Оно должно располагаться на удалении от жилых районов. На территории мини-завода нужно провести коммуникации.
В цеху оборудуются подача тока 220В и хорошая система вентиляции. Последнее обязательно, потому что при сушке листов утеплителя выделяются вредные для здоровья вещества (в составе синтетической смолы присутствует фенолформальдегид).
На складе будут храниться сырье и готовый товар. В комнате стоит разместить металлические стеллажи.
К помещению должен быть оборудован автомобильный подъезд для разгрузочно-погрузочных работ.
Персонал
Для обслуживания производства нужно нанять 3 человек, один из которых будет старшим по цеху. В обязанностях последнего — координация остальных рабочих, контроль за их активностью и обучение. Именно старшего рабочего нужно отправить на стажировку к продавцу оборудования.

Для организации продаж потребуется менеджер по продажам. Он будет встречаться и договариваться о поставках с представителями строительных и оптово-розничных компаний.
Водитель нужен для доставки сырья на завод и готового товара покупателям.
Бухгалтер займется документооборотом и подготовкой бумаг для налоговых инстанций. Нанять его лучше по аутсорсингу (обратившись в бухгалтерскую фирму).
Кому сбывать готовую продукцию?
3 основные группы потребителей карбамидного пенопласта:
- строительные компании, ремонтно-строительные фирмы;
- розничные магазины и оптово-розничные сети по продаже строительной продукции, строительные рынки;
- частные лица.
На начальном этапе важно задействовать все возможные каналы сбыта – необходимо привлечь к новому товару внимание потенциальных покупателей. Однако самый удобный вариант – получить контракт на крупные поставки утеплителя. Поэтому большое внимание нужно уделять переговорам со строительными компаниями.
Бизнес по производству пеноизола сезонный. Строительство активно ведется в теплое время года. Конечно, крупные стройки ведут и зимой, но в целом объемы строительных работ в холода заметно падают.
Рентабельность и окупаемость: финансовый план
Размер первоначальных затрат – 765 тыс. руб.
За 8-часовую смену производительность цеха составит 40 кв. м. За рабочий месяц (22 дня) можно изготовить до 880 кв. м утеплителя (листового).
Если в месяц будет продаваться чуть меньше половины этого объема (400 кв. м.) по цене 1,5 тыс. руб. (цена ниже средней), то удастся выручить 600 тыс. руб.
Общий размер ежемесячных затрат 545 тыс. руб.
Чистая прибыль – 55 тыс. руб.
При таком значении чистой прибыли дело окупится примерно за 14 месяцев, однако нужно помнить, что объем продаж постепенно вырастет. С учетом фактора сезонности выйти в «ноль» бизнес сможет через полтора-два года развития.
Таблица 2. Экономическое обоснование бизнес идеи.





