Форматно-раскроечные станки по дереву: виды, характеристики и принцип работы
Многофункциональные форматно-раскроечные станки широко применяют на предприятиях, серийно изготавливающих мебель и другие столярные изделия. Используя их, осуществляют высокоточный раскрой плитных материалов из дерева и их аналогов.
Исторический экскурс
Прототип нынешнего форматно-раскроечного станка впервые продемонстрировали на всемирной Парижской выставке 1803 года. Среди мастеров, занимающихся созданием и усовершенствованием подобного инструмента, большого успеха добился столяр из Германии Вильгельм Альтендорф (1874-1948), который изобрел и изготовил в 1906 г. первый ФРС с движущейся кареткой. Он же основал небольшое семейное предприятие Altendorf, которое со временем превратилось в современную компанию, отметившую в 2006 г. свой столетний юбилей. Сыновья Вильгельма Альтендорфа – Курт и Вилли Альтендорф – в 1956 г. переориентировали предприятие отца на производство исключительно форматно-раскроечных станков и в дальнейшем значительно усовершенствовали их конструкцию. Благодаря этому компания Altendorf GmbH & Co. KG Maschinenbau стала ведущим мировым производителем этого типа станков по дереву.
Разновидности станков
Все виды форматно-раскроечных станков – это профессиональное деревообрабатывающее оборудование, разнящееся между собой как производственной мощностью, так и конструктивными особенностями. Точность и высокое качество их работы обеспечивается сложной конструкцией узлов, профессиональная наладка и калибровка которых гарантирует высокую рентабельность.
Классификация по производственной мощности
Разные виды форматников отличаются между собой не только техническими характеристиками, но и производственной мощностью. По этому параметру станки могут относиться как к эконом, так и к бизнес-классу.
Малогабаритные форматно-раскроечные станки экономкласса имеют минимальный набор дополнительного оснащения и отличаются простой конструкцией. Их используют там, где продолжительность непрерывной работы не превышает 5 час/сутки.
Форматники бизнес-класса применяют в цехах, где продолжительность их суточной эксплуатации не превышает 10 часов. Станки этой категории, как правило, оборудованы подвижным столом и оснащены минимальным функциональным набором.
Практически все производители форматников выпускают и топ-модели, предназначенные для работы в условиях крупно-серийного или массового производства. Конструктивно они представляют собой крупногабаритные автоматические центры для пакетного раскроя, оснащенные системами ЧПУ с возможностью выполнения предварительно запрограммированных операций.
Конструктивная классификация
По компоновке форматно-раскроечные станки бывают:
Предприятия производят горизонтально ориентированные станки двух типов:
с подвижной пилой;
с движущимся столом.
Станки с горизонтальной подвижной пилой предназначены для работы в условиях небольших производственных мастерских. Оснащаются они подвижной кареткой с дисковой пилой, а установленный горизонтально стол закреплен стационарно.
У форматников с движущимся столом пила установлена неподвижно на станине, а стол с закрепленной на нем заготовкой надвигается на пилу. Передвижение стола осуществляется по специальным каткам при помощи электропривода или вручную.
Габаритные размеры вертикальных ФРС значительно меньше горизонтальных. Обусловлено это тем, что обрабатываемые материалы располагаются вертикально. В свою очередь это дает возможность без труда осуществлять раскрой большеразмерных листовых и плитных материалов даже в стесненных условиях небольших производственных участков.
В таких станках заготовка закреплена неподвижно, а пильное устройство перемещается вручную или с помощью электромеханического привода.
Описание конструкции
Принцип действия форматника обеспечивается его конструкцией, состоящей в общем случае из:

Также станки оснащаются линейками и дополнительными упорами.
Станина
Станина представляет собой жесткую конструкцию, на которой монтируются все основные узлы.

Устойчивость ее определяется массой и жесткостью конструкции. При этом, чем массивнее будет станина, тем устойчивее она будет стоять на бетонном полу. При изготовлении станины особое внимание уделяют подгонке ее конструктивных составляющих и качеству обработки имеющихся мест сварки. Некачественное изготовление станины впоследствии обязательно скажется в процессе совместной регулировки рабочей поверхности и каретки. Кроме того, оставшиеся заусенцы, острые углы и кромки конструктивных элементов приведут к травмированию оператора не только во время работы, но и при осуществлении ежедневного и периодического технического обслуживания форматника.
Рабочая поверхность
Рабочая поверхность ФРС представляет собой комплект рабочих столов:
стационарно закрепленного в верхней части станины;
вспомогательных (при необходимости).
Стационарный стол – это неподвижная чугунная плита. Обработанная надлежащим образом (полирование + искусственное старение), она исключает повреждение ламинированных поверхностей плитного материала.

К неподвижному столу присоединяют вспомогательные столы, призванные поддерживать крупногабаритные заготовки.
Подвижный стол укреплен на каретке и передвигается вместе с ней. Изготавливают его из конструкционных материалов, придающих столу необходимую жесткость. Кроме того, на нем присутствует фронтальная линейка, необходимая при раскрое деталей с непрямыми углами.
Основной характеристикой рабочей поверхности является ее ширина, от размеров которой (стационарный стол с правым подвижным упором) зависит ширина отрезаемых заготовок. При этом левый подвижный стол позволяет «обгонять» полноформатные плитные материалы.
Каретка
Узел каретки форматника – один из самых ответственных. От его конструкции зависит не только точность размеров получаемых деталей, но и качество распила заготовок.
Скольжение каретки обеспечивается за счет использования шариковых или роликовых подшипников.

Подшипники на роликах используются только на станках, выдерживающих высокие нагрузки. Во всех остальных случаях в каретках применяют шарикоподшипники, которые в меньшей степени подвержены загрязнению.
От конструкции каретки зависит также величина рабочего хода каретки, что в свою очередь обеспечивает возможность раскроя полноформатных плит.
Многие производители оснащают каретки:
дополнительным прижимом (ручным или пневматическим), жестко фиксирующим плиту;
устройством фиксации каретки при загрузке заготовок;
элементами запуска и выключения ФРС.
От оснащения каретки дополнительными устройствами во многом зависит производительность труда оператора станка.
Пильный узел
Пильный узел – это центральный рабочий орган форматника, укомплектованный двумя пилами (дисками) – распиловочной и подрезной. Основным его параметром является мощность электродвигателя основной пилы. Как правило, для раскроя стандартных плит достаточно четырехваттного мотора. Однако для пакетного раскроя материалов и распила массива дерева этой мощности может оказаться недостаточно. Что касается подрезной пилы, то для ее работы хватит и киловаттного электродвигателя.

Принцип работы форматно-раскроечного станка позволяет делать пропилы под разными углами. Для этого в пильных узлах разных моделей предусматривают возможность наклона пил в диапазонах 0. 45°, -1. 46°, -46. 46° и пр.
Подрезную пилу используют для чистовой фрезеровки пропила с обратной стороны ламинированных плит. При этом она вращается в противоположном основной пиле направлении, предварительно разрезая обрабатываемую поверхность заготовки. Механизм подрезной пилы оснащают органами настройки, поэтому большинство производителей предусматривают возможность легкого доступа оператора к ее настройкам.
Немаловажное значение имеет также и диаметр применяемых пил. Так, для выполнения основных операций со стандартными плитными материалами используют диск диаметром 300 мм. Что касается пакетного раскроя, то для этой операции понадобится установить диск, имеющий диаметр 400 мм.
Еще одной функцией, которая необходима для качественного распила заготовок, является возможность регулировки высоты пильного диска. При этом в некоторых случаях, например, для фрезерования пазов, необходимо опускать пилу ниже рабочей поверхности стола.
Дополнительное оснащение
Точное позиционирование заготовок на рабочей поверхности форматника достигается путем использования линеек, гравированные шкалы которых хорошо просматриваются под любым углом и дополнительных ограничителей (упоров).
Боковой ограничитель располагается с правой стороны рабочей поверхности параллельно основной пиле. Кроме того, он имеет возможность перемещения, а при необходимости способен откидываться.
Фронтальный ограничитель устанавливают на подвижном столе перпендикулярно направлению пиления. Для резания под углом фронтальный упор можно вращать относительно оси каретки.
Примечание: ряд моделей комплектуется ограничителями с цифровыми индикаторами.
Органы управления
В зависимости от модели форматника пульт его управления может быть разным. Так, например, самые простые исполнения управляются с помощью небольшого количества органов управления, включающих и выключающих основные узлы. А вот более дорогостоящие станки, насыщенные большим количеством опций, оснащаются системами ЧПУ с отображением всей необходимой информации на электронный дисплей.
Управление основными узлами ФРС с помощью ЧПУ помогает просто и безошибочно настроить такие его характеристики, как угол наклона, высота и число оборотов вращения основной пилы. Кроме того с его помощью можно правильно отрегулировать и подрезную пилу.
Критерии выбора
Выбирая форматник обращают внимание на такие эксплуатационные характеристики, как:
Длина и глубина пропила;
Скорость вращения пилы;
Габаритные размеры и вес ФРС;
Надежность и долговечность.
От геометрических параметров пропила завися размеры обрабатываемых заготовок. Так, длина пропила покажет, какой длины заготовки можно обрабатывать. Что касается глубины пропила, то для заготовок из массива дерева необходимо, чтобы этот параметр составлял более 100 мм. Для менее грубых материалов используют станки, обеспечивающие глубину пропила порядка 100 мм.
ВНИМАНИЕ! Максимальная длина пропила ФРС находится в диапазоне 147 до 320 см.
От скорости вращения пилы зависит толщина заготовки. Чем последняя толще, тем скорость пиления должна быть выше. От этого параметра зависит также производительность форматника и мощность его электродвигателя. Так, для распиловки мягких материалов (дерево, ДСП и пр.) понадобится станок с электродвигателем мощностью 3,7-4,0 кВт (бытовой класс). При обработке массивной и твердой древесины желательно применение электромотора мощностью не меньше 5 кВт.
Вес форматно раскроечных станков определяет качество распиловки. Чем жестче конструкция станка и больше его вес, тем меньше вибрация рабочих элементов и точнее, а значит качественнее будет обработка заготовки.
Выбирая станок, необходимо четко представлять себе помещение, где он будет установлен. Если помещение небольшое, то лучше приобрести малогабаритный, например, вертикально ориентированный станок.
Что касается надежной и долговечной работы форматно-раскроечных станков, то специалисты рекомендут покупать модели известных производителей, например, таких как JET, PROMA, Holzmann и др., гарантирующих безаварийную эксплуатацию выпускаемого оборудования на протяжении 5. 6 лет.
Вывод
Форматно-раскроечные станки предназначены для:
Распила полноформатных плитных материалов на детали нужных форм и размеров.
Форматной обрезки и раскроя щитовых заготовок и т.д.
Форматно-раскроечные станки достаточно универсальны и позволяют осуществлять раскрой заготовок не только в продольном и поперечном направлении, но и под углом. А это дает возможность придать изделию необходимую форму, соблюдая заданные геометрические размеры и не нарушая технологических режимов обработки тех или иных материалов.
При этом подбор необходимого типа форматника осуществляют исходя из тех задач, которые должны решаться на конкретном предприятии.
Какой форматно-раскроечный станок выбрать. Обзор лучших моделей для мебельщика
Одной из основных технологических операций в производстве мебели является раскрой листовых и щитовых материалов. Их распускают на фрагменты требуемого размера на специальных форматно-раскроечных станках.
Устройство, принцип работы

Для того, чтобы разрезать листовую заготовку на детали будущих мебельных изделий, их укладывают на подвижный стол станка. Он находится с левой стороны конструкции. Размер раскроя листов фиксируется регулируем упором, после чего запускается пильный узел. Когда его режущий диск разовьёт максимальную скорость, начинают двигать вперёд подвижной столик с заготовкой.
На станке можно установить три основных настройки:
- положение листовой заготовки;
- глубину разреза.
Форматно-раскроечные станки состоят из пяти основных узлов:
- Станины – основания конструкции. Более массивные станины лучше поглощают вибрацию оборудования во время его работы, что сказывается на точности соблюдения размеров распила.
- Пильного узла. Модуль состоит из двух пильных диска: прорезного и предварительного подпиливания. Они обеспечивают разрезание листовых заготовок без сколов и неровных краёв. Большая часть моделей станков имеет пильный наклон угла от 0 до 45°.
- Рабочих столов: неподвижного и подвижного. На первом располагается пильный узел. Второй служит для подачи листовой заготовки на распил.
- Каретки – направляющего движение левого стола механизма.
- Упоров и линейки. Они находятся на столах. С их помощью листовые заготовки располагают в нужном положении.
Виды оборудования и особенности
Форматно-раскроечные станки относятся к профессиональному оборудованию.
По производительности они подразделяются на три основных группы:
- Лёгкие. Самые простые конструкции, не имеющие дополнительных функций. Рассчитаны на непрерывную работу не более 5 часов. Предназначены для оснащения мебельных мастерских и мелкосерийного производства.
- Средние. Наиболее распространённый вид станков. Рассчитаны на непрерывную работу в течение 8-10 часов. Предназначены для мелко- и среднесерийного производства.
- Тяжёлые. Многофункциональное оборудование, способное работать без перерыва 16-20 часов. Предназначены для крупносерийного производства.
Лучшие форматно-раскроечные станки
Filato FL-3200B
Страна производитель – Италия. Модель предназначена для продольного, поперечного и углового раскроя. Она одинаково хорошо раскраивает листовые заготовки различной плотности текстуры. Металлическая рама станка сварена из прямоугольных труб. Она обладает повышенной прочностью, устойчива к деформации.

Для гашения вибрации оборудования во время его работы корпус Filato FL-3200B усилен стальными листами, имеющими толщину 3-4 мм. Из стали выполнены и направляющие цилиндрического типа. По ним движется алюминиевая каретка. Кнопки управления станком расположены в электронном блоке, расположенном в удобном для доступа месте.
Характеристики:
- габаритные размеры – 3300х3100х900 мм;
- вес – 1050 кг;
- максимальная высота пропила – 110 мм.
Достоинства:
- наличие электронного дисплея и кнопки аварийной остановки работы станка;
- надёжность;
- долговечность;
- простота обслуживания и эксплуатации.
Недостатки:
- высокая стоимость;
- сложности в настройке работы каретки.
Bosch GTS 10 XC

Страна производитель – Китай. Модель оснащена функцией торможения, имеет ограничитель пускового тока и блокировку от перегрузок. Предназначена для небольших мебельных производств. Рабочий стол имеет выдвижные элементы, позволяющие раскраивать крупногабаритные листы различного по плотности материала.
Конструкция имеет хорошо продуманную систему подачи плит, что обеспечивает точность и лёгкость раскроя материала. Надёжность фиксации листов обеспечивается параллельным упором. Максимальный угол наклона – 47 градусов. На станке можно получить чистый и ровный продольный и поперечный разрезы. На станке можно распиливать пластмассовые и алюминиевые профили.
Характеристики:
- габаритные размеры – 635х343х768 мм;
- максимальная глубина распила – 79 мм;
Достоинства:
- плавный пуск;
- прочность конструкции;
- надёжность в работе;
- ёмкий угловой упор;
- наличие пылесборника и адаптера для подключения пылесоса;
- простота настроек и обслуживания.
Недостатки:
- возможность появления люфтов;
- высокая стоимость.
Holzmann TS 315VF-2000

Страна производитель – Австрия. Модель считается лучшим профессиональным станком своего класса. Предназначено для продольного и поперечного распила плит. Конструкция станка позволяет вырезать из листов сложные конфигурации. Отличается быстрым, точным и аккуратным распилом материала.
Станок предназначен для оснащения мебельных и столярных цехов. Может распиливать ДСП, МДФ, ДВП, фанеру, акрил, композитные и другие материалы. Алюминиевая каретка обладает высокой точностью настройки. Из такого же материала выполнены упоры и разметочные линейки. Рабочий стол выполнен из виброгасящего чугуна. Корпус имеет сварную конструкцию.
Характеристики:
- габаритные размеры – 910х741х104 мм;
- максимальная глубина распила – 100 мм;
Достоинства:
- повышенная безопасность;
- эффективная очистка рабочей зоны от пыли и стружки;
- точная регулировка;
- качественный распил.
Недостатки:
- высокая стоимость;
- может распиливать только плиты небольших размеров.
ZENITECH FR 1800

Страна разработчик – Швейцария, производитель – Китай. Модель предназначена для продольного, поперечного и углового распила. Станок является профессиональным оборудованием. Оснащён мощным трёхфазным двигателем. Обеспечивает высокую точность распила. Может распиливать древесно-стружечные материалы различной плотности, а также пластик и композитные материалы.
Рабочий стол имеет раздвижную конструкцию, выполненную из чугуна. Из такого же материала изготовлена станина. Несмотря на мощный двигатель, станок малошумный в работе. Каретка имеет алюминиевое исполнение. От перегрева оборудования во время работы обеспечивается системой воздушного охлаждения.
Характеристики:
- габаритные размеры – 936х756х1040 мм;
- максимальная глубина распила – 100 мм;
Как выбрать форматно-раскроечный станок?
Раскрой, первая и одна из самых ответственных операций на мебельных и столярных производствах. Поэтому большинство производственников уделяют выбору форматно-раскроечного станка особое внимание.
Сейчас существует огромное количество форматно-раскроечных станков, и чтобы выбрать из этого множества вариантов форматников, тот , который без проблем будет работать несколько лет мы расскажем основные нюансы на которые стоит обращать особое внимание.
Станина

Станина является основной частью станка, именно от массы и жескости станины будет зависеть геометрия реза и стабильность работы узлов и агрегатов. Только тяжелые станины способны гасить вибрации, возникающие во время работы станка, благодаря чему станок способен длительное время работать без перенастройки.
Пильный узел
Конструктивно пильный узел большинства станков схож друг с другом. Исключение имеют только станки, где для увеличения стабильности работы пильный узел оснащен длинным пильным валом основной пилы и разнесенными подшипниковыми опорами. Как правило, такую конструкцию имеют станки «промышленного» исполнения, рассчитанные на тяжелые условия эксплуатации.
Следующее на что необходимо обратить внимание-это скорость вращения пил и мощность двигателей.
Четырехкиловатного двигателя основной пилы достаточно для раскроя всех типов ДСП, а при необходимости сложных работ с массивом древесины и обработке заготовок большой толщины, следует всерьез задуматься о двигателе мощностью 5,5 кВт.
Большая мощность необходима также при пакетном раскрое и при раскрое плотных материалов (фанера, пластик, твёрдые породы древесины). В любом случае более мощный двигатель имеет больший срок службы, а значит, он увеличит ресурс всего станка при работе с максимальной нагрузкой.
Ещё один общий параметр для большинства существующих станков – угол наклона пил. Как правило, пилу можно наклонять на угол от 0 до 45° (иногда от -1 до +46°). Этот параметр важен при изготовлении индивидуальной мебели, например, из массива, или угловых секций кухонной мебели, когда существует необходимость пиления под углом. В значительно меньшей степени это актуально для пиления плитных материалов из ДСП, МДФ и т.п. Наклон пилы может осуществляться механически (вращением маховика) или с помощью электропривода (нажатием на кнопку).
Изменение частоты вращения пилы позволяет подобрать оптимальные параметры резания а также увеличить скорость подачи заготовки. Желательно, чтобы на станке было предусмотрено несколько скоростей вращения, это даёт возможность одинаково качественно обрабатывать различные типы материалов. Так для массива рекомендуется меньшее значение этого параметра, чем для ДСП, а для МДФ – напротив, большее. Смена ремня не должна представляет сложности, для этого в конструкции пильного узла, например, предусматривают специальный рычаг, который позволяет ослабить ремень одним движением.
Кроме основной пилы, пильный узел форматно-раскроечного станка должно обладать подрезной пилой. Она необходима при работе с облицованными плитными материалами. Имея большую скорость вращения (около 7500 об/мин.) и направление вращения сопутствующее направлению поступательного перемещения материала, подрезная пила фрезерует в заготовке паз небольшой глубины и ширины. После этого основная пила может сделать пропил, не допуская сколов материала при выходе зуба пилы из заготовки.
От настройки подрезного узла напрямую зависит качество распила, поэтому важно, чтобы его регулировки были удобными. Хорошо, когда подрезной узел имеет возможность осевого перемещения пильного диска относительно основной пилы. Желательно, чтобы доступ к механизму регулировки был с внешней стороны станины станка, так как к механизмам регулировки, например, под рабочим столом доступ достаточно затруднён. Особенно это важно, так как подрезная пила должна затачиваться чаще основной. Самое сложное в настройке подрезного узла – избежать «ступеньки» которая может появиться при распиле, для этого диаметр пилы и количество зубьев должны быть согласованы с частотой вращения. Удобно, когда есть возможность электронной настройки подрезного узла. Она позволяет регулировать высоту и положение пильного диска непосредственно с панели управления, вводя числовые значения. В этом случае точность настройки подрезного узла в горизонтальной плоскости составит 0,01 мм, что значительно улучшит точность пропила.
Мощность двигателей подрезных агрегатов обычно 0,5 – 1 кВт. Этого вполне достаточно. Иногда для подрезной пилы используют привод основного мотора. Желательно при этом установить основной мотор мощностью превышающей необходимую для станков данного класса, с тем, чтобы отбор мощности на подрезку не сказывался на функционировании станка.
Упоры и линейки
Упоры служат в качестве направляющих во время распила. От того насколько точно упоры перемещаются и закрепляются, зависит качество обработанной на форматно-раскроечном станке детали. Упоры должны перемещаться по надежным направляющим и снабжаться высококачественными подшипниками скольжения. Для того чтобы точно базировать заготовку в процессе работы упоры оснащаются специальными линейками.
Различают разные виды упоров:
Боковой параллельный упор обычно выполнен из алюминиевого профиля и закреплён на массивной чугунной направляющей (крайнее положение этой направляющей соответствует максимальной ширине распила). Упор должно быть нетрудно откинуть, чтобы распиливать заготовки большего размера, если не требуется раскрой «в размер». Параллельный упор должен иметь возможность регулироваться, для обеспечения строгой параллельности оси резания.

Фронтальный упор устанавливается на подвижном дополнительном столе перпендикулярно оси резания. Обычно изготавливается из алюминиевого профиля квадратного сечения. Для выполнения угловых резов фронтальный упор должен иметь возможность поворачиваться относительно оси каретки. Фронтальный упор оснащается часто несколькими откидными упорами.

На линейках должны быть гравированные шкалы, они не стираются. Очень удобно, когда шкала расположена под некоторым углом в поле зрения оператора, т.е. наклонена в его сторону. Это позволяет легче устанавливать и проверять размер и уменьшает риск ошибки. Упоры с увеличительными стеклами (линзами) позволяют оператору лучше разглядеть значение шкалы и точнее совместить положение упора с заданным размером на шкале.
Однако ещё удобнее, когда упоры оснащены электронными цифровыми индикаторами, которые сводят к минимуму вероятность ошибки оператора при выставлении размера.

Хорошо если в комплектацию станка входит специальная линейка для пиления под углом. Она позволяет раскраивать детали под углом без применения основной линейки на фронтальном упоре, которая установлена на 90° к линии реза для получения правильной геометрии заготовок. Но чаще этот узел предлагается в виде опции.
Каретка

Не стоит (в целях экономии) покупать модель более легкой серии, рассчитывая поработать и купить более дорогой позже: станок не справиться с нагрузками и подведёт раньше времени, от чего потери будут больше. Не следует брать станок на вырост: за то время эксплуатации, когда наступит ситуация и станок сможет быть загружен на 100%, более дешевый станок уже окупит себя, либо появятся более привлекательные модели. Нужно помнить также, что 50% успеха в работе форматно-раскроечного станка зависит от инструмента, который, как и станок, нужно выбирать в зависимости от целей и задач, не экономить на качестве и строго следить за ним при эксплуатации (своевременно их чистить, затачивать и так далее). Таким образом, следуйте рекомендациям экспертов, и современный форматно-раскроечный станок будет с одинаковой надежностью выполнять как черновые распилы, так и деликатную финишную обработку. В этом случае мебельщик будет вправе ожидать от такого станка быстрой и безошибочной работы, простоты управления и многолетней, верной службы.
Как работает форматно-раскроечный станок?

Содержание:
- 1. Устройство и принцип работы
- 2. Разновидности станков и их особенности
- 3. Использование станка
С помощью форматно-раскроечных станков можно быстро и точно подрезать в размер, распиливать прямо или под углом длинные паркетины, листы фанеры, ДСП, МДФ, пластика, композита и даже алюминия. При этом благодаря большой глубине пропила (до 210 мм) возможно обрабатывать одновременно несколько плит пакетом по одному шаблону. Чтобы добиться такого результата с помощью других инструментов, нужно приложить куда больше сил и потратить много времени, что недопустимо на производстве. В данной статье мы расскажем, что собой представляет форматно-раскроечный станок и какие имеет особенности.
Устройство и принцип работы
От конструкции станка зависит общая его функциональность – насколько эффективно он сможет выполнить распилы разных материалов. Основными частями являются:
Станина – основание, на котором закрепляются все основные элементы и механизмы. По мнению специалистов, чем устойчивее и «жестче» она будет, тем более высокой будет точность реза. Жесткость зависит от веса, более массивные станины поглощают вибрации, исключая даже малейшие колебания. Это в свою очередь будет залогом ровного хода движущихся частей станка и точного распила.
 Пильный узел, состоящий из двух пильных дисков. Первый – подрезной, располагается спереди узла, имеет небольшой диаметр и служит для предварительного подпиливания заготовки (прорезания облицовочного слоя). Второй – основной, распиливает материал полностью, от его размера зависит максимальная глубина пропила. Такая система пиления обеспечивает рез без сколов и неровных краев. В большинстве станков пильный угол является наклонным, что необходимо для выполнения резов под углом от 0 до 45°.
Пильный узел, состоящий из двух пильных дисков. Первый – подрезной, располагается спереди узла, имеет небольшой диаметр и служит для предварительного подпиливания заготовки (прорезания облицовочного слоя). Второй – основной, распиливает материал полностью, от его размера зависит максимальная глубина пропила. Такая система пиления обеспечивает рез без сколов и неровных краев. В большинстве станков пильный угол является наклонным, что необходимо для выполнения резов под углом от 0 до 45°.
Рабочие столы. Первый (основной) неподвижный, на нем располагается пильный узел. Второй, левый поперечный стол (форматный), является подвижным и используется для подачи материала на диск во время обработки. Он является основной опорой для заготовки, поэтому, чем больше он будет, тем удобнее будет обрабатывать длинные детали, к примеру, полноформатные листы ДСП (HighPoint SS 3000). Третий, правый стол, служит для поддерживания отрезанных частей, а также является дополнительной опорой для детали. Наиболее эффективен он при распиливании пакета заготовок и больших листов материала.
 Каретка – механизм, с помощью которого по направляющим передвигается левый стол. Лучше, если он будет из алюминия (Proma PKS-315F 25022001). Это обеспечит небольшой вес каретки. Поэтому не придется прикладывать лишних усилий для передвижения стола.
Каретка – механизм, с помощью которого по направляющим передвигается левый стол. Лучше, если он будет из алюминия (Proma PKS-315F 25022001). Это обеспечит небольшой вес каретки. Поэтому не придется прикладывать лишних усилий для передвижения стола.
 Упоры и линейки – располагаются на столах и служат для размещения заготовки в необходимом положении. Обратите внимание, чтобы в наборе были требующиеся Вам приспособления. Особенно если будут выполняться распилы под углом или косые резы.
Упоры и линейки – располагаются на столах и служат для размещения заготовки в необходимом положении. Обратите внимание, чтобы в наборе были требующиеся Вам приспособления. Особенно если будут выполняться распилы под углом или косые резы.
Принцип работы техники: чтобы разрезать заготовку, её устанавливают на левый подвижный стол к регулируемому упору, отмеряя необходимую длину. После этого запускают пильный узел. Когда диск разовьет необходимые обороты, стол двигают вперед, подавая заготовку на диск и отпиливая нужный кусок. Основными настройками станка являются положение заготовки, глубина реза и угол распила – большего не требуется.
Разновидности станков и их особенности
Все форматно-раскроечные станки являются профессиональными. Но есть отдельные рекомендации производителей по использованию. По ним все устройства можно разделить на три группы.
Простые по конструкции и доступные по стоимости станки, которые относятся к «эконом-классу». Они лишены некоторых дополнительных опций (специальных прижимов, дополнительных упоров и линеек, дополнительных опор) и имеют небольшие габариты.
Рассчитаны такие станки на нагрузки в течение 5 часов.
Оборудование подойдет для установки в частную столярную мастерскую и на мелкосерийное производство (HighPoint SS 1500).
Стандартные устройства, предназначенные для эксплуатации в течение одной рабочей смены (8-10 часов).
Имеют все необходимые узлы и приспособления (три стола, линейки и упоры, дополнительные опоры, возможность подключения пылеотсоса и прочее), предназначены для эффективного применения на производстве. (BRASSA S315 3000 10.2.2).
Промышленные модели, которые оснащаются самыми новыми технологиями и разработками производителей (электронное управление, комплектация пылеотсосом, дополнительные линейки, укрепление станины) и имеют самую прочную конструкцию из всех трех групп станков.
Могут использоваться на протяжении двух рабочих смен подряд. Разумеется, стоят такие устройства немало, но для крупных производственных предприятий с большим объемом работы – это отличный вариант.
Что относится к дополнительным опциям и для чего они предназначены?
- Верхняя защита с патрубком для отвода стружки и опилок и подключения системы пылеудаления (BRASSA S315 3000 10.2.2, HighPoint STS 3200).
- Прижимы (струбцины) для фиксации заготовки на столе (BRASSA S-400 10.5.1, HighPoint SL 3200).
- Поворотная линейка с микрометрической настройкой и угловые упоры для распилов под различными углами без разметки (Jet JTSS-1700 10000045T).
- Дополнительная рама с упорной ногой для обработки особо длинных заготовок (BRASSA S315 3000 10.2.2).
- Различные виды кареток. Шариковые (Jet JTSS-1700 10000045T) отличаются низкой стоимостью, имеют небольшой срок службы, поэтому используются обычно в станках первой и второй группы. Перемещается это устройство на шариковых подшипниках и самоочищается от стружки и пыли, просто отводя их в сторону. Такие каретки можно смазывать, чтобы исключить ржавление. Роликовые (Proma PKS-315F 25022001) перемещаются по призматическим или круглым направляющим, что способствует лучшему распределению нагрузки и обеспечивает меньшую степень износа при постоянном применении. Поэтому данный вид каретки чаще всего устанавливается на оборудование второй и третьей группы. Такие каретки не рекомендуют смазывать, так как они подминают стружку и пыль под ролики, из-за чего грязь налипает на смазку.
Использование станка
При работе на форматно-раскроечном станке нужно уделить внимание следующему:
Правильно установить станок, соблюдая все требования (условия в помещении и подключение к электросети) описанные в инструкции, и подготовить его к использованию. Как правило, это сборка, очистка металлических деталей от предохраняющих покрытий и снятие защитных блокировок. Все это необходимо для исправной работы.
 Использовать технику согласно её возможностям. Не перегружать станок, применять диски только подходящего размера, при необходимости пользоваться дополнительными средствами (опоры для длинных заготовок, стружкоотсос). Это позволит избежать поломок и брака.
Использовать технику согласно её возможностям. Не перегружать станок, применять диски только подходящего размера, при необходимости пользоваться дополнительными средствами (опоры для длинных заготовок, стружкоотсос). Это позволит избежать поломок и брака.
Ухаживать за станком. Содержать его в чистоте и проверять исправность всех механизмов.
Форматно-раскроечный станок позволяет выполнить множество задач от подрезания в размер досок, до раскройки больших листов самых различных материалов. Если Вы профессионально заняты в мебельном производстве, оснастите такими станками свое предприятие и Вы сэкономите много сил, времени и денег. Подробный выбор подходящего устройства подробно описан в нашей следующей статье «Как выбрать форматно-раскроечный станок для производства». Также Вы можете получить консультацию у нашего менеджера по телефону.
Делаем форму обратной связи на сайте
Говорят, что если программист может написать форму обратной связи, он может написать всё.
Форма обратной связи — древнейшее программистское искусство. Тут есть всё: форма с проверкой, приём запроса, обработка, безопасность, хранение и ответ. Это как Hello World, только для самых крутых.
В сегодняшней версии программы — только самые основы этого упражнения. В следующих частях мы прокачаем систему.
Смысл программы в том, что посетитель страницы заполняет нужные поля, пишет текст сообщения и нажимает кнопку «Отправить». На почту владельцу сайта приходит письмо с текстом сообщения и данными о том, кто это сообщение отправил.
Чтобы сделать у себя на сайте такое, нам понадобится:
- сервер, который умеет работать с PHP-скриптами,
- страница, где разместим форму,
- скрипт на PHP — он будет отвечать за отправку сообщения.
Сервер для PHP
Для того, чтобы PHP-код исполнялся, нужен какой-то компьютер-исполнитель. Мы называем его сервером — то есть «раздающим». На сервере должна работать программа для PHP, которое отвечает за правильную обработку таких файлов.
Сервер для PHP можно запустить на вашем компьютере, но без дополнительной настройки он будет виден только лично вам. Это нормальная ситуация при разработке продукта, но для реальной боевой задачи нужно будет поднять сервер где-то в интернете.
Когда мы делали проект «Публикуем свою страницу в интернете», то уже использовали сервер (эту услугу нам предоставила хостинговая компания SpaceWeb). Этот же сервер мы можем использовать для нашей сегодняшней задачи, потому что он тоже умеет работать с PHP-файлами:
Готовим страницу с формой
Возьмём стандартный шаблон страницы и наполним его стилями и кодом для формы.
Пропишем CSS-стили, чтобы наша страница выглядела опрятно. Забежим немного вперёд и используем в стилях разделы input и textarea :
Чтобы сделать форму на странице, мы будем использовать такие теги:
— для ввода имени, почты для связи и темы письма. Они занимают одну строку, нам этого достаточно.
— здесь будут писать само сообщение, поэтому нужно будет сделать это поле побольше и пошире.
Ещё мы воспользуемся тегом
Пишем обработчик формы на PHP
Когда мы заполним и отправим форму на нашей странице, произойдёт следующее:
- Браузер соберёт введённые нами данные и скомпонует таким образом, чтобы их можно было передать в программу на PHP. Как бы упакует в посылку.
- В нашей PHP-программе мы сможем получить доступ к этим данным, как бы засосать их в память и хранить в переменных. Можно представить, что мы распакуем посылку и сможем пользоваться её содержимым.
- Скрипт PHP что-то сделает с полученными данными, а потом выплюнет пользователю какой-то ответ. Этот ответ будет отображён в виде веб-страницы в браузере.
Логика работы PHP-программы будет такая:
- получаем значения переменных из тех данных, которые получил обработчик;
- готовим сообщение, где укажем все поля в форме;
- отправляем это сообщение и смотрим на результат выполнения функции отправки;
- если письмо ушло по нужному адресу — пишем, что всё хорошо, если нет — говорим, что что-то не так;
- через 10 секунд после вывода сообщения автоматически переходим на сайт «Кода»
Отправляем PHP-скрипт на сервер
Последнее, что осталось сделать — загрузить файл скрипта на сервер. Для этого сохраним его как post.php и загрузим по адресу mihailmaximov.ru/projects/mail/post.php. Если у вас ещё нет своего сервера, можете использовать этот скрипт для тестирования формы обратной связи.
Как загружать файлы, мы рассказывали в статье про публикацию сайта в Сети, поэтому просто сделаем всё по той инструкции:
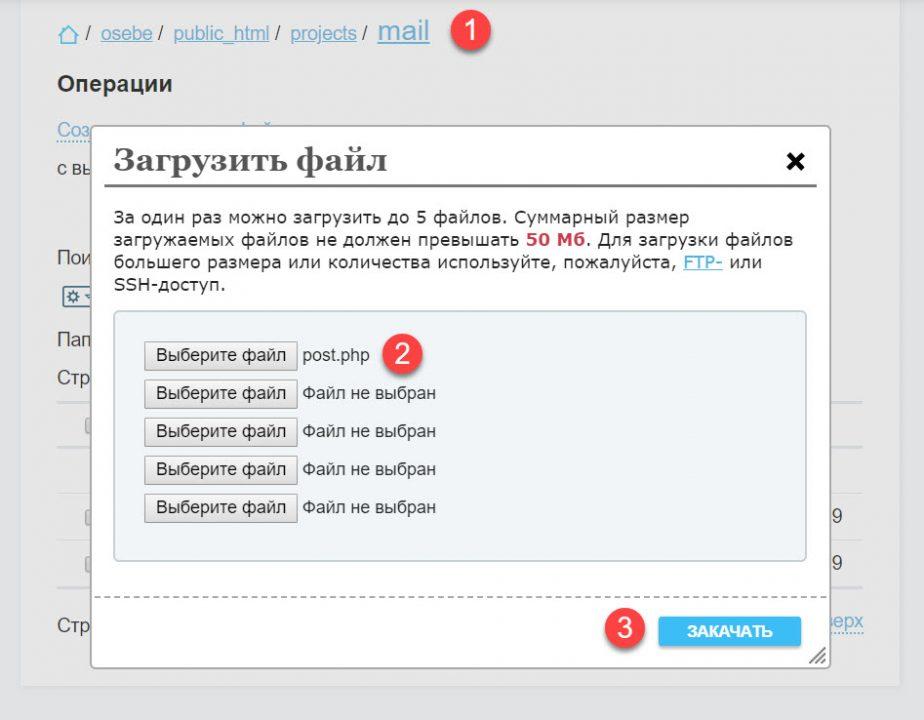
Теперь, когда мы обновим HTML-страницу, заполним все поля и нажмём «Отправить», на указанную почту придёт письмо с нашим сообщением. Это значит, что форма работает, а мы с вами сделали очередной полезный проект!
Что дальше
Дальше как обычно — улучшаем.
- Например, сейчас, если не заполнить поле с темой или адресом, то будет ошибка и письмо не уйдёт. При этом пользователь не будет знать, что же именно он сделал не так. Можно организовать проверку на заполнение полей и выводить нужные сообщения, если что-то не заполнено.
- Всегда можно улучшить безопасность и защитить скрипт от многократных запросов — чтобы никто не абьюзил сервис и не делал из нас спамеров.
- А ещё при отправке мы переходим на страницу обработчика, а потом вообще на другой сайт. Чтобы сделать как у всех, чтобы форма отправлялась без перезагрузки страницы, можно использовать Ajax. Когда-нибудь доберёмся и до него. Подписывайтесь, чтобы не пропустить.
Лучшие конструкторы форм: русскоязычные и англоязычные сервисы
Веб-форма является единственным незаменимым элементом любого сайта. Будь то обычный блог, крупный интернет-магазин или сайт банка — вы практически везде используете формы. В этом нет ничего необычного, ведь более простого инструмента для сбора обратной связи, проведения опроса или получения отзывов еще не изобрели.
Представляю вашему вниманию список русскоязычных и англоязычных сервисов для создания онлайн-форм.
Наверное, это самый излюбленный инструмент для создания форм среди новичков. По правде говоря, больше подходит под опросы, но тем не менее формы там получаются отличные. Формы создаются из пустого или готового шаблона, можно настроить цвет элементов и фон, просматривать статистику по ответам, добавлять различные поля и списки, подключать дополнительные расширения. Все бы ничего, если бы ни главный минус: нельзя вставить на сайт, а использовать лишь по ссылке.
В 2018 году Яндекс запустил собственный сервис для создания форм. В отличие от Google Forms, в нем есть заметные преимущества: условия для появления новых полей и вопросов, гибкая настройка уведомлений, отправка на любую почту и многое другое. Из минусов, не очень гибкая система смены оформления и необходимость использовать Яндекс.Коннект.
Задолго до Яндекса, у компании Mail.ru появился свой конструктор форм и опросов. Он позволяет проводить тестирование персонала, опросы для формирования клиентской базы, исследовать нужды потребителей и многое другое. В формах можно выстраивать логические переходы, настраивать внешний вид, брендирование. На мой взгляд, это неплохой инструмент для бизнеса. Однако конструктор для сборки форм не очень гибкий и требует много лишний действий.
Довольно свежий сервис, появился в начале 2019 года. Конструктор позволяет создавать пошаговые формы и опросы из различных виджетов. Простые настройки помогают быстро разобраться в работе конструктора. Формы можно размещать на сайте, а также по ссылке в соцсетях и мессенджерах. Собранные с формы ответы отправляются на почту и сохраняются во внутреннюю CRM-систему. Из минусов можно отметить отсутствие тем оформления.
Сервис позволяет создавать формы и добавлять их на сайт обычным способом или в всплывающем окне. В настройках возможно указать доступ к редактированию и просмотру формы. Интерфейс конструктора простой, но тем не менее в настройках возможно запутаться, кроме этого по функционалу уступает конкурентам.
Один из популярных сервисов для создания форм и опросов. Содержит функционал аналогичный Google Forms, но имеет более гибкие настройки и логику перехода между вопросами. Формы возможно использовать не только для сбора обратной связи и заказов, но и проведения различных маркетинговых исследований. Из самых очевидных минусов: большая часть важных функций доступна только по подписке.
Сервис позволяет создавать формы с нуля или на основе готовых шаблонов. Основной функционал платформы бесплатный, после придется перейти на ежемесячную либо годовую подписку. Главный минус, что нельзя использовать базовый функционал бесплатно, как у аналогичных сервисов, а только в течение 14 дней. В остальном же, сервис выполнен на профессиональном уровне.
Конструктор форм с приятным интерфейсом, позволяет собирать формы различного типа с нуля или из шаблонов. Через формы можно настроить сбор заказов и платежей, сохранение результатов опроса, отправлять ответы на почту. Несмотря на это, возможности кастомизации дизайна и шаблонов ограничены бесплатным тарифом.
Все зависит от ваших задач и личного вкуса. У каждого сервиса есть свой набор функциональных возможностей, разные тарифные планы, отличается качество техподдержки и многое другое. Лично мне, по простоте и лаконичности больше понравились stepFORM и Typeform, а для опросов и маркетинговых исследований Яндекс.Формы и Askbox.
Берите и экспериментируйте лично, создайте пару простых форм в нескольких сервисах и сравните, какой вам больше подходит и решает поставленную задачу.
честно боролся с гуглем и яндексом. задача то плёвая, но вот не смог.
коллеги, подскажите, какой сервис лучше использовать под 2 задачи:
1. у меня есть база адресов, это мои легально полученные подписчики. я хочу им дать купоны за ответы на вопросы. как сделать так, чтоб им не пришлось вписывать свои данные (почту и фио) в ответы, а ответ с заполненной формой приходил именно от этого адресата? я хочу получить ответы и чётко понимать, от кого ответ пришёл. он, ответ, не должен быть обезличенным.
2. как сделать, чтоб на почту моему адресату по завершении опроса приходило письмо с номером купона? желательно не весь опросник (что ему там опять свои ответы читать?), а только купон. однозначно, код должен быть у респондента на почте, чтоб ему не пришлось его записывать или делать скриншот и сохранять его.
Гугл с яндексом лишь под несложные опросники подходят. А вот что-то за рамки выходящее там сделать сложно. Посмотрите https://stepform.io возможно там что-нибудь подобное выйдет реализовать. Недавно на нем делал опрос и за каждый правильный ответ начислял баллы, в зависимости от количества определенный промокод показывал. Скорее и вашу задачу там решить можно. Но по 1 пункту надо как-то идентифицировать пользователя (по email или еще чему-то), иначе как определить кому отправлять. А на email можно отправлять лишь те данные которые нужно, там очень удобный редактор письма. Но все же лучше к ним напрямую в саппорт написать, они подскажут.
вах, давно хотел ЭТО здесь написать – см. личку
Какой вид сервиса обратной связи выбрать для своего сайта
Возможно, вы собираетесь установить себе на сайт форму обратной связи, возможно, она уже стоит, а быть может вы уже опробовали этот канал и жутко в нем разочаровались. Так или иначе, сегодня на рынке можно выделить 4 разновидности формы обратной связи, представленные несколькими игроками. Мы постараемся, по мере возможностей, максимально объективно рассказать об их минусах и плюсах.

Онлайн-звонок
Zingaya – сервис онлайн-звонков с сайта, где клиент звонит не со своего телефона, а со своего компьютера. По клику открывается окно, где достаточно разрешить доступ к микрофону и звонок пойдет на телефон менеджеров. Zingaya уже давно на рынке, в свое время о них писали на TechCrunch и еще ряде международных крупных изданий. Технология давно себя зарекомендовала и сейчас стоит на сайте таких крупных игроков e-commerce как Enter.ru и Wildberries.ru.

Плюсы: настройка вида кнопки и окна, отсутствие навязчивости, голосовая связь, удобный личный кабинет, не требует наличие телефона или ввода номера.
Минусы: очень сложное ценообразование, которое зависит от того, кто и откуда будем вам звонить. Не показывает онлайн ли менеджер или нет, нет обратного отчета звонка. Если на компьютере нет микрофона, то совершить звонок не получится.
Онлайн-консультант
JivoSite, LiveTex, RedHelper, WebConsult, SmartSupp, Webim и еще ряд мелких и крупных игроков, работающих по одному принципу (всплывающее окно, где общение с клиентом проходит посредством текстовых сообщений), но сильно различающихся между собой дополнительными функциями. В одном из виджетов JivoSite, к примеру, указано, что заявки придут на почту, правда не указано, как ответят клиенту и когда. У LiveTex общение происходит сразу в открывшемся окне, правда с анонимом:

Как и Zingaya, онлайн-консультанты на рынке уже не первый год и успели зарекомендовать себя с положительной стороны. Касательно цен присутствует определенный разброс в зависимости от политики компании, но в среднем плата осуществляется за каждого отдельного оператора. Цена за одного оператора в месяц – от 800 до 2500 рублей.
Плюсы: простая настройка, контроль навязчивости, полная настройка внешнего вида, возможность дополнительных функций, в том числе, персонификации.
Минусы: Встречается привязка к компьютеру (чтобы общаться с клиентом, менеджер должен быть у компьютера), плата за каждого оператора (если операторов 5-6, то цена может составлять в месяц до 10 000 рублей).
Самописные формы заказа обратного звонка и онлайн-чаты на Jabber
Представляют собой самописные виджеты, каждый из которых выглядит по-своему, и, соответственно, работает так же. Как правило, такие виджеты идут в комплекте с самим сайтом и делает в качестве бонуса/за дополнительную плату/заранее обговорив та же студия, что и сайт. Исходя из этого, форма брендирована. Наиболее распространена практика писать такие виджеты на Jabber. Сюда же можно отнести и формы на основе готовых решений, к примеру, LiveZilla позволяет создать чат для своего сайта или тот же самый ChatFocus.

Плюсы: Дешево и сердито. Брендирование под дизайн сайта, возможность сделать форму так, как желает заказчик – звонок, текст или и то и другое. Отсутствие платы сторонним компаниям.
Минусы: Не очень надежны и не всегда работают, зачастую представляют собой бутафорию.
Callback-виджеты
Rocket Callback, Callback Hunter и многие другие. Тысячи их. Представляют собой всплывающее окно с 1 полем для ввода номера телефона. От Zingaya отличается тем, что общение происходит по телефону, а не через компьютер, хотя используется тот же самый VoIP. Различаются между собой дополнительными функциями — у Perezvoni это мультивиджет, у Rocket Callback настройка навязчивости, у RedConnect совместный браузер и так далее. По цене сильный разброс, но самая низкая цена у Rocket Callback (около 6 рублей за минуту), самая высокая у Callback Hunter (около 60 рублей за минуту).

Плюсы: Нет привязки к компьютеру, цена не зависит от количества операторов, настройка навязчивости и внешнего вида виджета, моментальная связь (от 20 секунд).
Минусы: При агрессивной настройке может сильно мешать посетителям, раздражая своим появлением в самый неподходящий момент.
Каждый из 4 видов фидбека отличается как минусом, так и плюсом. У онлайн-звонка все хорошо, да вот только без микрофона не поговоришь. Онлайн-консультанты очень удобны, да вот только высокая цена за несколько операторов. Самописные формы позволяют никому не платить, но зато требуют постоянного внимания. Сallback-виджеты позволяют моментально связаться, да вот могут быть невероятно навязчивыми. Есть мнение, что каждая из разновидностей может заменить другую, но это маловероятно, так как у каждой свои слабые и сильные стороны. Оптимальным решением будет протестировать все 4 и остановиться на том, что дало лучший результат.
Спасибо, что читаете нас!
Подписывайтесь на наш блог.





