На чем можно сэкономить при заказе шкафа-купе?


Фото: «Ликарион». Угловой шкаф-купе с комбинированными фасадами, встроенной панелью ТВ и функциональным наполнением, сочетающим статичные полки и вешала с выдвижными аксессуарами
Перед покупкой шкафа-купе следует определить, какую сумму вы можете потратить и какую модификацию получите за эти деньги. Если речь идёт об экономичном решении, то, пожалуй, стоит поискать шкаф среди готовой продукции. Типовое изделие экономкласса, по сравнению с купе «индивидуального пошива», в пять, а то и более раз дешевле. Приблизительно за 20 тыс. руб. вы сможете приобрести шкаф-купе с фиксированными габаритами и универсальной комплектацией, выполненный из стандартных материалов с фурнитурой в основном отечественного производства.

Характеристики шкафов

Фото: Mr.Doors. Встроенный шкаф-купе для прихожей изготовлен на основе экономичной стальной раздвижной системы дверей «Арредо». Фрагментарные вставки отделаны высокоглянцевыми эмалями. В центральной секции размещено зеркало. В качестве наполнения выбрана стеллажная композиция на основе стоек «Лофт 24» белого цвета
Покупатель может самостоятельно задать многие характеристики: дизайн, размеры, материалы, цвет, оформление фасадов, внутреннее наполнение, даже систему направляющих и профилей. Выбор даёт немало преимуществ, в том числе и возможность оптимизировать затраты, причём разными способами. Скажем, спроектировать шкаф-купе без дорогостоящих элементов. Тем более что в сегменте выполняемых на заказ выделяют изделия экономкласса (от 30 тыс. руб.), среднего (60–100 тыс. руб.) и высокого (около 150 тыс. руб.) ценового уровня, а также класса люкс.

Конструктивная экономия

Фото: «Роникон». Стильный корпусный шкаф-купе класса люкс. Особенность этой серии — широкие фасады. Для воплощения замысла дизайнеров была разработана инновационная алюминиевая подвесная система направляющих. Она позволяет удерживать значительный вес фасадов и обеспечивает плавное, лёгкое, бесшумное скольжение
Если полностью или частично отказаться от корпусных элементов, заказав только дверцы (при неровных стенах их можно крепить на фальшпанели) и внутренние перегородки с полками, ящичками и прочим наполнением, удастся сэкономить до 30 % стоимости изделия. Но это решение актуально только для встраиваемых купе.
Варианты экономии можно рассматривать только после получения документации с указанием размеров, используемых материалов, комплектующих, аксессуаров, а также с рассчитанной стоимостью.
Выбор материалов

Фото: «Роникон». Двухдверный полувстроенный шкаф-купе серии «Люкс» с тонированными зеркальными фасадами с пескоструйной обработкой
При выборе материалов для внутренней и внешней отделки можно заметно сократить расходы по всем статьям.
Фасадная сторона
Именно дверцы — их количество, размеры и материал — составляют основную (от 50 до 70 %) стоимость шкафа. При необходимости минимизировать расходы выбирайте глухие фасады из MDF. Стекло, зеркала, а тем более модные декоративные вставки удорожают конструкцию. Так, разница между глухой дверцей из МDF и стеклом может составлять 30 %. Простое зеркало увеличивает стоимость дверцы приблизительно на 1500 руб. (по сравнению с MDF), не говоря уже о тонированном, сатинированном, цветном, полупрозрачном матовом с пескоструйной обработкой и прочих изысках. Полноформатная дверь (из одного материала) часто более экономична, чем комбинированная.

Фото: ИКЕА. Шкафы-купе из серии ПАКС представляют собой конструктор, позволяющий собрать модель, которая оптимально подойдёт по размерам, оформлению дверей и наполнению
Цвет внутренних элементов
Панели ДСП из складской программы с определённым набором оттенков и фактур стоят дешевле. Поставляемые на заказ панели актуальных цветов обойдутся дороже на 10 %. Если для вас не имеет значения цвет полок внутри шкафа, выбирайте бюджетный белый.
Формат
Часто пользователи хотят соорудить встроенный шкаф-купе высотой до потолка. Однако, отдельно заказывая двери для антресолей и основных секций, вы увеличиваете чек как минимум на стоимость антресольных полотен. Возникает вопрос: а не проще ли обойтись одной общей дверью? Проще, но не все профили позволяют устанавливать двери выше 3000 см, часто высота не превышает 2420 см. Крупноформатные полотна высотой более 3000 см обойдутся недёшево (дорогие алюминиевые профили, заполнение рамы).
Сталь или алюминий?

Фото: «Глазовская мебельная фабрика». Фасад оснащён тремя дверями, поэтому доставать вещи очень удобно. Экономичное и продуманное внутреннее наполнение состоит только из статичных элементов — трёх стационарных штанг, расположенных на разных уровнях, и полок для белья
Существенное влияние на стоимость шкафа-купе оказывает раздвижная система: дверные рамы, треки, вдоль которых двигаются двери шкафа, ролики, обеспечивающие скольжение дверей. Систем всего две: стальная (профили из стали) и алюминиевая (профили из алюминия). Для сложных проектов, комбинированных полотен, крупноформатных шкафов, как правило, используются достаточно дорогие алюминиевые системы, профили которых обеспечивают жёсткость полотна толщиной 18 мм и более. Для стандартного изделия со сплошным дверным полотном подойдут бюджетные стальные системы.

Фото: ИКЕА. Фасады отвечают за внешний вид мебели, в то время как начинка шкафа- купе — за функциональность. Наполнение может состоять из полок (стационарных и выдвижных), вешал (продольных, торцевых и лифтовых — стационарных и выдвижных), ящиков, корзин, обувниц, держателей для брюк, галстуков и пр.
Информация к размышлению
Рассчитав стоимость шкафа в салонах двух-трёх производителей, вы удивитесь, насколько велика разница в цене одинаковых материалов. Посоветуйтесь с замерщиком — возможно, он подскажет способы корректного снижения затрат. Например, удастся ли выполнить шкаф без пола и потолка, заказать вместо трёх раздвижных дверей две (разница в цене может достигать 25 %).
Покупатель может менять оформление раздвижных дверей, повышая или понижая итоговую цену, — выбрать пластиковые или зеркальные панели, витражи, двери с отделкой шпоном из различных пород дерева.
Функциональное наполнение шкафа-купе

Фото: «Роникон». Корпусный шкаф-купе серии «Престиж». Нижнеопорная система направляющих, оснащён роликами в верхней и нижней частях
Отдельная статья расходов — функциональное наполнение шкафа-купе: полки, ящики, вешала и пр. Дешевле всего стоят статичные элементы и выдвижные ящики из ДСП и пластика. Но имейте в виду, что при одинаковом качестве ящик с частичным открыванием обойдётся на тысячу рублей дешевле, чем полновыдвижной. Хотите сэкономить почти в 2 раза — откажитесь от выдвижных элементов (хотя они и более удобны).
Советы по выбору шкафа-купе
Шкафы-купе стали настоящим помощником в современных квартирах, они позволяют оптимизировать пространство и хранить на небольшой площади много полезных вещей, будучи при этом симпатичным и стильным предметом интерьера. Если правильно подобрать его размер и конструкцию, то дополнительных мест для хранения не понадобится. Разберемся, как правильно выбрать шкаф-купе и найти наиболее подходящую конструкцию среди многообразия, что предлагает современный насыщенный рынок.
Как выбрать шкаф-купе в дом? 
Что такое-шкаф-купе
Шкаф-купе — это конструкция шкафа с раздвижными дверями. Он бывает корпусным и встроенным.
Комбинированный шкаф-купе 
Шкаф-купе часто используют для гардеробной комнаты, хранения вещей в спальне или документов в зальном помещении.
Современные конструкции позволяют настолько преобразить свободное пространство, что может полностью изменить интерьер комнаты.
Главное преимущество купе — экономия пространства.
| Функциональные зоны | |
|---|---|
| Верхнее пространство: 25% | Отсеки для хранения коробок с предметами, верхней одежды, головных уборов, постельной принадлежности. |
| Центр: 50% | Хранение повседневной одежды, все отсеки делаются таким способом, чтобы было удобно их использовать каждый день. |
| Нижняя часть: 25% | Место для обуви, сумок, зонтов, бытовой техники. |
Шкаф проектируют как самостоятельный объект или встраивают в конструкцию помещения. Он может иметь стенки, корпус, крышу и полочки.
Для сборки проекта используют разные материалы. Чаще всего это ДСП или МДФ, реже цельное дерево. Стоимость проекта напрямую зависит от выбора материала.
Какой шкаф лучше выбрать
Перед покупкой и заказом изделия требуется определиться с главной задачей. Для чего собственно нужен шкаф? Важно понимать, что там будут складировать и хранить.
Чтобы правильно выбрать шкафы-купе важно знать три главные фактора:
- Качество материалов и фурнитуры;
- Профессионализм сборщика;
- Опыт монтажника.
При заказе нового проекта важно обратить внимание мастера на следующие детали: корпусная сборка, встраиваемый объект, прямой или угловой шкаф, двери с зеркалом или рисунком, количество дверей.
Виды конструкции
Вся мебель делится на два вида: встроенная и корпусная. Второй вариант привозится в дом в готовом виде. Выстроенную же мебель придется монтировать непосредственно в квартире.
Корпусной шкаф-купе
Многие покупатели заказывают корпусные шкафы. Это независимый, отдельный и очень удобный предмет мебели. Его можно переставлять или перевозить в другие квартиры. Минус в том, что он занимает много места.
ВСТРОЕННЫЙ ШКАФ
Встроенные проекты подразумевают отсутствия задней или боковой стенки. С виду это полноценный объект мебели, имеющие, двери отсеки и полочки. Но если открыть дверцы, то сразу становится понятно, что отсеиваются многие детали конструкции.
Встроенный шкаф Венге 
Какой из них лучше? Важно понимать:
- Корпусные шкафы-купе подойдут творческим людям, которые любят перестанавливать мебель в своей квартире. Отлично они подойдут для квартир с большим количеством квадратных метров.
Встроенный шкаф-купе 
Практичные советы:
- Для детской комнаты лучше подобрать проекты с хорошим механизмом распашных дверей. Такие шкафы менее подвержены износу и поломке от детских шалостей.
- Мебель для прихожей и комнат с нижнеопорным механизмом дольше служит и менее подвержены ремонту.
- В небольшой прихожей лучше всего заказывать шкаф-купе с зеркалом. Это позволит визуально расширить ее пространство. Гости, смотрясь в зеркало перед уходом скажут вам спасибо.
Перед заказом следует определиться с конструкцией, количеством полок, местом для вешалок и материалом сборки.
Какие материалы чаще выбирают
Наполнение шкафов и корпуса выполняют из панелей МДФ или ДСП. Их толщина должна быть рассчитана в зависимости от ширины и длины полок.
Разница между ДСП и МДФ 
В чем разница этих материалов:
- МДФ — это среднеплотная древесноволокнистая плита (MDF). Материал является более дорогим, в отличии от ДСП. Изготавливается путем перемалывания древесного сырья с последующей обработкой паром. Процедура выполняется под высоким давлением. После обработки долгое время сушится и передается на склеивание. Принято считать, что этот материал из древесных опилок мелкой фракции является безопасным и экологически безвредным для человека. Он долго служит, хранится и устойчив к изменениям внешней среды.
- ДСП — это легкий материал. Аббревиатура переводится как древесно-стружечная плита. Его изготавливают путем пресса, добавления смолы и теплового воздействия. После обработки поверхности ламинируют. Чем качественнее заламинирована кромка, тем более материал защищен от влаги. Низкая стоимость ДСП сделала его самым популярным при производстве мебели для дома. Поэтому в магазинах чаще встречается разнообразие именно его видов.
Определяемся с размером
После того как клиент выбрал материал шкафа, уточнил вид его конструкции, он должен определиться с размерами. Важно рассчитать длину, ширину, высоту и глубину наполнения проекта.
Размеры для шкафа 
| Минимальная глубина | 600 мм |
| Ширина дверей | От 600 до 1200 мм |
| Высота дверей | Корпусный — 2,40; встроенные до потолка |
Встроенный шкаф-купе
У такого проекта будут отсутствовать боковая стенка, пол или верхнее наполнение. Это позволит уменьшить объем комплектации, размеры и существенно снизить стоимость. Но следует понимать, что при этом будут задействованы стены, в которые придется монтировать крепления.
Высота шкафа купе
Высота проекта зависит от высоты потолков. В современных квартирах присутствуют натяжные потолки, поэтому следует тщательно рассчитать технологический зазор до шкафа.
Длина конструкции
Чаще всего длина — это заполнение свободного места в квартире от стены до стены. Делят ее таким образом, чтобы при нормальных габаритах высоты ширина створок была от 60 до 90 см.
Глубина шкафа
Глубина мебели также важна. Если сделать проект слишком глубоким, то теряется пространство. Если узким, то шкаф становится маловместительным.
В большинстве случаев рекомендуется использовать глубину 600 мм.
Это позволяет вместить в шкаф штангу для вешалок.
Как подобрать цвет: советы дизайнеров
Перед выбором цветовой гаммы для свей мебели стоит помнить от трех важных нюансах:
- Совместимость с общим стилем дизайна квартиры;
- Сочетание с декором интерьера комнаты;
- Приятная переносимость цвета.
Выбор цвета 
Как правильно выбрать цвет для своего шкафа-купе:
- Чтобы обыграть визуальный объем для маленькой комнаты советуют подбирать цвет фасада под обои. Это позволяет визуально уменьшить размеры шкафа, утопив его стенки в цветовой гамме.
- Если позволяет площадь, то лучше выделить мебель. Например, при белых обоях выбрать темный цвет для шкафа. Это смотрится весьма красиво и стильно.
- Очень важно подбирать фасады проекта под уже имеющиеся мебель в комнате. Например, если дверь, стол или кровать сделаны под стиль «Венге», то и купе лучше ставить с таким же оформлением.
- Для малогабаритной комнаты или прихожей советуют использовать цвета под обои, но с зеркалом. Зеркальные двери помогут визуально расширить площадь комнаты.
- Для красоты можно использовать вставки из пластика, декоративные элементы, пескоструйный рисунок или фотопечать.
Лакобель дизайн 
Какой фасад выбрать
Перед заказом проекта важно определится с фасадом и его стоимостью. Стоит подумать о том, как будет производится его чистка и уход. Где будет стоять мебель. Например, для детской комнаты не стоит выбирать зеркальные фасады.
Фасад для шкафа 
Популярные виды фасадов для шкафов-купе:
- ДСП. Самые дешевые, но добротные материалы.
- Лакомат — непрозрачное стекло небольшой толщины (4 мм) с полупрозрачными дверями.
- Зеркальный декор-фасад. Рисунки на стекле, которые наносят пескоструйной машиной.
- Лакобель — покрытое цветным лаком стекло.
- Пластик. Для бюджетных проектов замена дорогостоящим материалам.
- Бамбуковый фасад. Выглядит в стиле восточного интерьера.
- Декоракрил. Тонированный или прозрачный фасад.
- Фасад из искусственной кожи. Красиво и благородно будет смотреться в рабочем кабинете.
- Глянец. Самый популярный вид фасада из-за дешевой стоимости. Состоит из плоскости, на которую клеят пленку ПВХ, пластик и акрил.
Выбор профиля для шкафа-купе
Профиль — это каркас, который может включать раму, поддерживать фасад и содержать механизмы раздвижного открытия купе. Важно учитывать при его выборе качество материала, анализировать характеристику и подбирать нужный размер.
Профиль для конструкции шкафа-купе 
| Материалы для изготовления направляющих | Важно учитывать при покупке |
|---|---|
| Алюминий | Толщину стенок |
| Сталь | Срок службы |
| Пластик | Бренд производителя и качество |
Механизм дверей
Очень важно отнестись к выбору дверей для своего купе. Например, для долгой службы в детской комнате стоит выбирать конструкции с надежным механизмом.
Профиль для конструкции шкафа-купе 
Виды механизмов:
- Верхнеподвесной роликовый механизм. Двери открываются по верхней направляющей. Чаще всего используют для корпусной и встраиваемой мебели.
- Нижнеопорный роликовый механизм. Принцип тот же, только ролики скользят по нижнему направлению.
- Компланарный механизм. Требует выдвижение дверей вперед, затем плавного скольжения их в сторону.
Что такое наполнение
Можно встретить множество вариантов наполнения шкафа-купе. Все зависит от желания клиента, место установки мебели и формы конструкции.
| Важно учитывать | |
|---|---|
| Практичность | Количество полок |
| Многофункциональность | Отделы для вешалок |
| Заполнение пространства | Место для бытовых предметов |
Популярные варианты наполнения шкафа-купе:
- Трубы (штанги) для вешалок и пантографы;
- Выдвижные ящики для белья;
- Полочки для одежды и коробок;
- Верхний ярус для коробок с грузом;
- Зона для зимней и летней одежды;
- Перекладина для штанов и юбок;
- Место для обуви: полочки, секции, тумбы;
- Полки для сумок, галстуков, платков и шапок;
- Шкафчик для пастельного белья;
- Место с крючками для гостевой одежды;
- Место для пылесоса.
Наполнение шкафа-купе 
Идеального наполнения не существуют. Все зависит от ваших фантазий и потребностей.
Как выбрать шкаф-купе в прихожую
Важно понимать какие функции будет выполнять мебель. Что именно требуется там хранить и складывать.
- Оставлять место в шкафу для временного складирования предметов мебели и бытовой техники;
- Перед консультацией с мастером можно начертить на бумаге желаемый купе-гардероб своей мечты. Выделить все отсеки и полочки;
- Для гардероба очень важно иметь штанги для фиксации вешалок с верхней одеждой;
- Для прихожей комнаты требуются ящики для обуви;
- Лучше оставить место для корзин под разные мелочи;
- Место для крепления крючков под одежду;
- Сделать пару выдвижных ящиков для носков и нижнего белья;
- Верхний ярус полок должен быть прочным, чтобы можно было складировать коробки с разными вещами.
Размещая выдвижные ящики следует помнить о том, чтобы они не стыковались с каркасом дверей купе.
Рекомендации для сборки шкафа в спальню
Для спальни важна экономия пространства. Идеальным будет ставить встроенные или угловые шкафы-купе. Чаще всего заказывают мебель с зеркалом или пескоструйным рисунком.
Шкаф купе – мелочи перед покупкой

ШКАФ-КУПЕ – самый современный вид многофункциональных систем хранения, к тому же, это очень практичный и удобный предмет мебели. Главная особенность шкафа-купе – раздвижные или складные двери. Преимущество таких дверей заключается в том, что они не требуют, как распашные, свободного пространства для открывания и поэтому экономят место в комнате. Купив шкаф-купе, вы сможете визуально расширить пространство своих домов и квартир за счет минимизации площади, занятой мебелью, ведь, например, встроенный шкаф с раздвижными дверями поместится в любой свободной нише. А если позволяет место, можно устроить в спальне целую гардеробную комнату, где за раздвижными межкомнатными дверями «спрячутся» все ваши вещи.
Шкафы-купе уместны в прихожей и гостиной, спальне и детской. В зависимости от назначения они могут быть разными: низкими или высокими, под потолок, узкими и широкими, глубокими и не очень, не иметь задних или боковых стенок. В любом случае, прежде чем отправиться покупать шкаф, надо сначала обмерить то пространство в доме, где его предполагается установить, так как размеры «купе» подгоняются под конкретное помещение. Практически все производители комплектующих дают гарантию на свои изделия: от 1 года до 5 лет.
Срок службы этого вида мебели зависит не только от использованных материалов, но и от качества систем скольжения дверей. Система скольжения – это совокупность металлических профилей и роликового механизма. Среди профилей преобладают стальные и алюминиевые, последние дороже, но при этом только алюминиевый профиль бывает закрытым с обеих сторон, скрывая роликовый механизм. Роликовый механизм может устанавливаться и на верхних, и на нижних рельсах (т.н. треках). Системы, использующие в качестве опорных верхние треки, дороже, но удобнее, т.к. можно обойтись без нижних полозьев, пересекающих пол, что удобно, например, для межкомнатных дверей и раздвижных перегородок. Качественные роликовые механизмы содержат подшипник и специальное покрытие, обеспечивающее бесшумность движения и долговечность конструкции.
Важный элемент раздвижных дверей – металлическое обрамление вертикальных торцов, которое одновременно служит ручкой для открывания шкафа. Эти рамы обычно сделаны из стали или алюминия, в дорогих моделях встречаются также деревянные рамы. Однако самое удобное в шкафе-купе – его внутреннее устройство. Модульная «сотовая» система состоит из полок, ящиков, вешалок и стоек. Легкие корзины из алюминиевой проволоки и ящики из ДСП или пластика собираются в рамные модули, которые без труда выезжают на роликах. Вы можете сами продумать «начинку» шкафа-купе и заказать ее по вашему желанию.
В качестве основного материала для производства шкафов-купе чаще всего применяются современные ДСП и другие плиты (МДФ, ДВП, тамбурато и т.п.). Эти плиты надежны, особенно в сочетании с прочным облицовочным материалом, и недороги. Желательно выбрать материал с низким показателем выделения формальдегидов, потребовав у продавца соответствующий сертификат. Наиболее дорогие модели шкафов сделаны из цельного дерева, обычно же оно используется только для фасада. Часто раздвижные дверцы шкафы-купе делают стеклянными или зеркальными. Современное высокопрочное стекло стоит недешево, зато практически никогда не бьется, поэтому «зеркальные» шкафы ставят в прихожих, гостиных и спальнях, зрительно увеличивая площадь помещения, а шкафы со стеклянными дверцами – в гостиных и кабинетах.
В качестве облицовочных материалов для производства шкафов-купе обычно используются натуральный шпон и современные полимеры – ламинат и меламин. При покрытии поверхностей натуральным шпоном древесина нарезается тонким слоем и затем приклеивается к стандартной основе. Ламинат и меламин применяются в качестве искусственных покрытий для ДСП и других плит. Меламином покрывают поверхности, не рассчитанные на большие механические нагрузки, в то время как ламинат толще, прочнее и долговечнее.
Как обманывают продавцы шкафов-купе
Есть несколько простых советов, которые, вообще говоря, очевидны, но с которых лучше все же начать. После того как вы определили размеры будущего шкафа и прикинули, на какую сумму вы рассчитываете, учтите, что сейчас на рынке разброс цен на шкафы (одинаковых размеров) из разных материалов может достигать 200%.

Так что цена вашего шкафа на 70% определит и качество, и долговечность, и наличие/отсутствие вреда здоровью.
Сегодня мы публикуем письмо нашего читателя Ильи Новикова. Он работает в сфере производства шкафов-купе. Надеемся, его советы помогут нашим читателям – ред.
Как профессионал, работающий в этом бизнесе, я знаю, что стоимость труда составляет около 60% всех затрат при изготовлении шкафа-купе. Стоимость аренды, з/п сотрудников и налоги примерно одинаковы для всех компаний. Так что единственным значительным резервом для удешевления вашего шкафа может быть только экономия на материалах, из которых он сделан.
Выбор фирмы
Когда вы выбираете фирму-изготовителя, советую сравнить по цене одинаковые изделия (шкафы-купе одинаковых систем), производимые разными фирмами. Для этого спрашивайте о наличии (отсутствии) авторизации от производителя системы – сравнивать имеет смысл только в случае, если такая авторизация есть.
Наличие центрального офиса – тоже важный фактор. Если его нет, то чаще всего и претензии предъявлять будет некому и некуда. Если он есть – его местонахождение скажет вам о многом.
Цена, которую вам называют по телефону, может не включать монтаж, доставку, подъем на этаж по лестнице, сборку, гарантию – уточняйте это отдельно, т. к. эти дополнительные услуги могут занимать до 20% от стоимости заказа.
Цена, после того как вы назвали ваши размеры, может быть названа на самую дешевую из продаваемых систем.
Например, на шкаф с минимальным наполнением, на шкаф без зеркальных дверей, без дополнительных опций типа “щетка-шлигель” и “стопор” – то есть шкаф-то, конечно, можно сделать за объявленные деньги, но вряд ли вы захотите такой шкаф.
Смешно об этом говорить, но заодно уж уточните расчетный курс фирмы – очень часто на сайтах фирм цены объявлены в у. e., а что понимается под “у.е.” – не всегда ясно.
Выбор материалов
Далее. Узнайте сколько лет фирма на рынке. Узнайте, есть ли у фирмы свое производство.
Если производство есть, то спросите, какой кромкой кромятся детали ДСП. Если вам предлагают накладную или врезную кромку – откажитесь от такого приобретения.
Применение этих материалов говорит о низком уровне производственного оборудования компании, а чаще всего – о “гаражном” варианте производства. Все нормальные производители давно перешли на станочное, а не ручное нанесение кромочного материала. Причем наносится на станке не пресловутая меламиновая кромка (аналоги продаются на любом хозяйственном рынке бухтами), а кромка ПВХ толщиной 0,40 мм или 2–3 мм. Качество шкафов-купе, сделанных с использованием кромки ПВХ, отличается на порядок и по срокам службы, и по надежности.
Узнайте толщину панелей ДСП, из которых будут изготавливать фасад вашего шкафа.
ДСП толщиной 8–10 мм в России не производится, а завозится по импорту. Поэтому многие “умельцы” фрезеруют отечественное ДСП 16 мм под паз 10 мм и вставляют в фасад двери.
Ни одна из присутствующих на рынке систем не прослужит в таком исполнении более 2 лет: вес двери будет более чем в 1,7 раз превышать нормативный.
Узнайте, какая толщина у боковых стенок шкафа-купе.
Если 18 мм, то ДСП, из которого сделают ваш шкаф, однозначно импортное (в России ДСП 18 мм не делает ни один завод) и потому соответствует стандарту E 1, принятому в Европе (он очень сильно отличается от российского стандарта Е 1: в 1,5–2 раза меньше эмиссия формальдегида).
Если толщина плиты, из которой делают шкафы, только 16 мм – есть очень большая вероятность, что вместо обещанной импортной плиты вам втюхают отечественную с точно таким же цветом (с импортной пленкой).
Поинтересуйтесь еще, сколько замерщиков-инженеров в фирме. Если более 5 – это говорит о серьезном подходе к организации работы и координации служб фирмы, а если меньше – возможны накладки организационного порядка из-за неотлаженности информационных потоков и совмещенности должностей: например, грузчик – он же инженер-замерщик, начальник производства – он же монтажник.
Схема обмана
Из практики я знаю, как чаще всего обманывают клиентов недобросовестные фирмы, изготавливающие шкафы-купе.
Самая типичная схема такова: по телефону вам объявляют о “сказочной” цене на фирменную систему. Вы приезжаете в офис и видите образец.
Все действительно так, система “родная”, а цена на 15-30% ниже, чем у других фирм. Решено: вы делаете заказ, подписываете договор. Через неделю вам привозят и собирают ваш шкаф, вы, довольный и счастливый, подписываете акт приемки. Вроде бы все хорошо. К вам приезжает сосед (друг, брат, знакомый эксперт) смотрит и говорит: а двери-то ездят плохо, какой-то странный перекос у них. Вы начинаете рассматривать шкаф критически: да, и цвет рамок “плывет”, и ездит дверь действительно не так, как в офисе, когда вам показывали образец, и вообще она не ездит на роликах, а висит на верхней направляющей.
Ситуация проста, как в игре с наперсточником: показали вам оригинальную систему, а домой привезли дешевую подделку.
Вы открываете договор, а там нигде не фигурируют слова “оригинальный “Командор” или “оригинальный “Стенли”. Так что купили вы просто некий шкаф-купе не очень высокого качества за более высокую цену, чем он стоит на самом деле. А претензии предъявлять тут сложно, так как доказательства типа “а мне показывали нечто другое и говорили, что у меня точно также все будет. ” на суд вряд ли подействуют. Защита здесь одна: внимательно читать договор перед тем, как поставить свою подпись. Ну и помните “золотое правило” покупателя: дешевый сыр бывает только в мышеловке.
Сварка аргоном – особенности технологии и сварочное оборудование
Когда необходимо сформировать неразъемное соединение деталей из нержавеющей стали, меди, титана, алюминия, а также ряда других металлов цветной группы и сплавов на их основе, чаще всего используется сварка аргоном. Процесс ее выполнения является достаточно трудоемким и специфическим.

Процесс сварки в среде аргона
Принципы сварки, выполняемой в среде аргона
Сварка аргоном совмещает в себе признаки электродуговой и газовой сварки. С электродуговой сваркой данный технологический процесс объединяет обязательное использование электрической дуги, а с газовой – применение газа, а также некоторые технологические приемы формирования неразъемного соединения.
Плавление кромок соединяемых деталей и присадочного материала, при помощи которого и формируется сварной шов, обеспечивается за счет высокой температуры, создаваемой при горении электрической дуги. Газ (в данном случае аргон) выполняет защитные функции, о чем следует поговорить более подробно.
Сварка легированных сталей, большинства цветных металлов и сплавов на их основе имеет некоторые особенности, заключающиеся в том, что, находясь в расплавленном состоянии, взаимодействуя с кислородом и другими примесями окружающего воздуха, такие металлы активно окисляются.
Это негативным образом сказывается на качестве формируемого сварного шва: он получается непрочным, в его структуре формируются поры – воздушные пузырьки, которые значительно ослабляют соединение. Еще более отрицательное влияние оказывает окружающий воздух на алюминий, расплавленный в процессе выполнения сварочных работ. Под воздействием кислорода, находящегося в окружающем воздухе, данный металл начинает гореть.
Оптимальным решением, которое позволяет эффективно защитить зону формируемого соединения при сварке металлов цветной группы и легированных сталей, является использование защитного газа – им и выступает аргон. Высокая эффективность применения именно данного газа объясняется его характеристиками.
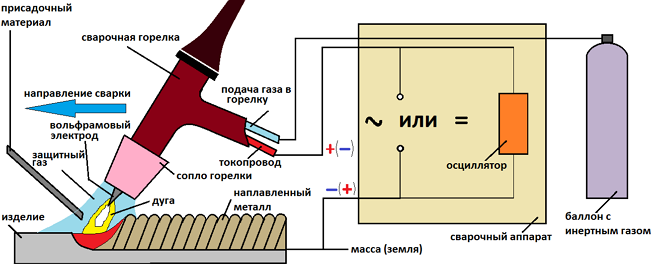
Схема работы аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он с легкостью вытесняет воздух из зоны выполнения сварочных работ и создает ее надежную защиту. Являясь инертным по своей природе, аргон практически не реагирует с расплавленным металлом, а также другими газами, присутствующими в зоне, где горит сварочная дуга. При сварке аргоном на обратной полярности следует учитывать один важный момент: от атомов газа в этом случае легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Технология выполнения сварки в среде такого газа, как аргон, может предусматривать использование плавящихся, а также неплавящихся электродов (такими являются стержни из вольфрама). Диаметр электродов из вольфрама, который, как известно, отличается исключительной тугоплавкостью, подбирается по специальным справочникам. На выбор данного параметра оказывают влияние характеристики соединяемых деталей.

Методы аргонодуговой сварки
Сварку в среде аргона подразделяют на три типа в зависимости от используемой технологии:
- ручную, выполняемую неплавящимся вольфрамовым электродом (обозначается такая технология аббревиатурой РАД);
- автоматическую, проходящую в среде аргона с использованием неплавящихся электродов (обозначение сварки данного типа – ААД);
- автоматическую, выполняемую в среде аргона с использованием плавящихся электродов (название данной технологии – ААДП).
Согласно международной классификации, аппарат аргонодуговой сварки или сварки, выполняемой при помощи электрода из вольфрама в защитной среде любого инертного газа, обозначается аббревиатурой TIG (Tungsten Inert Gas).
Особенности сварочных работ в среде аргона
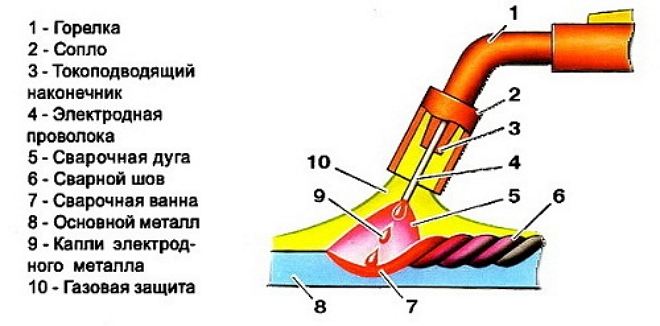
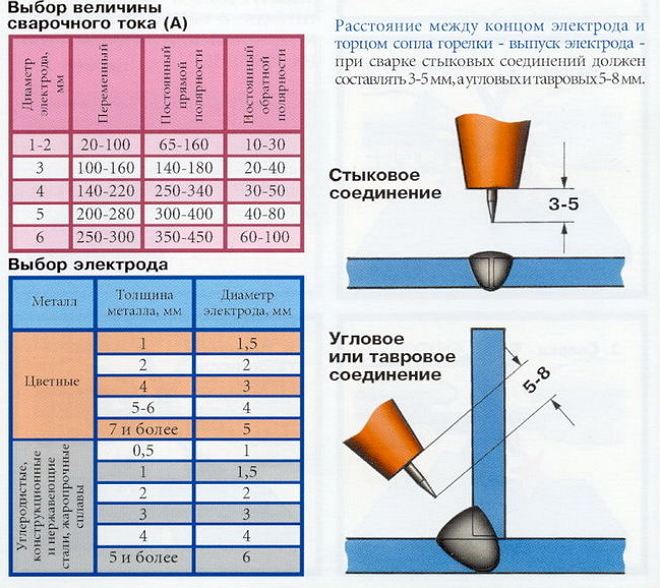
Рабочим органом сварочного оборудования, используемого для соединения металлических деталей в среде защитных газов (в том числе и аргона), является горелка. Именно в горелку (в ее центральную часть) вставляется вольфрамовый электрод, вылет которого должен находиться в пределах 2–5 мм. Фиксация электрода внутри такой горелки обеспечивается посредством специального держателя: в него можно вставить вольфрамовый стержень любого требуемого диаметра. Для подачи защитного газа сварочная горелка оснащается керамическим соплом.
Принцип работы аргонной сварки
Требуемую температуру в процессе выполнения сварки аргоном, как уже говорилось выше, создает электрическая дуга. Сварной шов формируется при помощи присадочной проволоки, состав которой должен максимально соответствовать составу обрабатываемого металла.
Перечислим основные этапы выполнения сварки рассматриваемого типа, при которой используется электрод из вольфрама.
- Проводится тщательная очистка поверхностей соединяемых деталей от загрязнений, следов масла и жира, а также от окисной пленки. Такая очистка является обязательной и может выполняться механически способом либо при помощи химических средств.
- К соединяемым деталям необходимо подключить «массу». Сделать это можно как напрямую (если детали обладают большими габаритами), так и посредством металлической поверхности рабочего стола (если детали не отличаются большими размерами). Присадочная проволока, что важно, не включается в электрическую сварочную цепь, а подается отдельно.
- На сварочном оборудовании выставляется сила сварочного тока. Данный параметр выбирается в зависимости от характеристик соединяемых заготовок.
- После включения тока горелку с электродом подносят к свариваемым деталям как можно ближе, не прикасаясь к их поверхности. Оптимальное расстояние, на котором горелку располагают от поверхности соединяемых заготовок (его надо выдерживать в процессе выполнения сварки), – 2 мм. Удерживание электрода на таком небольшом расстоянии позволяет хорошо проплавить соединяемый металл, получить красивый и аккуратный сварной шов.
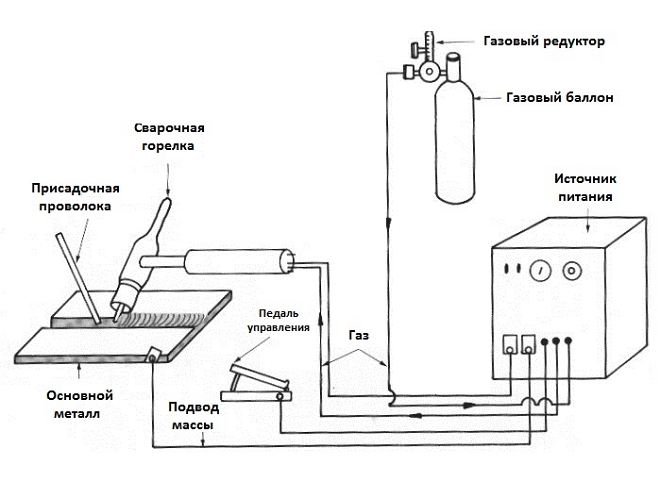
Схема сварочного оборудования для осуществления сварки в среде аргона
- Подачу защитного газа включают заранее – за 15–20 секунд до начала сварки. Выключают подачу аргона не сразу после окончания сварки, а чуть позже – спустя 5–10 секунд.
- Горелку и присадочную проволоку медленно ведут только вдоль формируемого шва, не совершая ими поперечных колебаний. Присадочную проволоку, которая располагается впереди горелки, вводят в зону действия электрической дуги очень плавно, не делая ею резких движений. В противном случае расплавленный металл будет сильно разбрызгиваться.
- При выполнении сварки электрическую дугу зажигают, не прикасаясь электродом к соединяемым поверхностям. Придерживаться такого правила необходимо по нескольким причинам. Во-первых, потенциал ионизации аргона очень высок, что мешает для его понижения эффективно использовать искру от касания электрода. Когда для сварки применяется плавящийся электрод, во время его прикасания к соединяемым деталям возникают пары металла. Потенциал их ионизации значительно ниже, по сравнению с аргоном, что и облегчает процесс зажигания электрической дуги. Во-вторых, если прикасаться вольфрамовым электродом к поверхности соединяемых деталей, она загрязняется, что мешает качественному выполнению сварочных работ.

Процесс сварки аргонодуговым способом вблизи
У многих возникает естественный вопрос о том, каким образом может быть зажжена электрическая дуга в среде такого газа, как аргон, если потенциал его ионизации слишком большой, а сам электрод не прикасается к поверхности соединяемых деталей. Для этого используется осциллятор, который преобразует поступающий из электрической сети ток с обычными параметрами в высокочастотные импульсы с величиной напряжения 2000–6000 В и частотой тока 150–500 Гц. Именно такие импульсы и дают возможность зажечь электрическую дугу без соприкосновения электрода с соединяемыми деталями.
Оборудование и оснащение для сварки аргоном
Для выполнения сварки аргоном недостаточно наличия стандартного сварочного аппарата, в качестве которого может выступать инвертор или трансформатор. Данная технология требует использования такого оборудования и специального оснащения, как:

Инверторный сварочник и газовый баллон для сварки с использованием аргона
- инвертор или обычный сварочный трансформатор, мощности которого должно хватать для выполнения подобного технологического процесса (в частности, для этих целей можно использовать трансформатор, мощность холостого хода которого находится в интервале 60–70 В);
- силовой контактор, через который на сварочную горелку будет подаваться требуемое сварочное напряжение;
- осциллятор, о назначении которого было сказано выше;
- специальный регулятор, который будет отвечать за время обдува сварочной зоны аргоном (поскольку защитный газ должен начать подаваться за несколько секунд до начала сварки, а его подачу необходимо перекрывать спустя несколько секунд после ее окончания);
- специальная горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода;
- газовый баллон и редуктор, который регулирует уровень давления аргона, подаваемого в зону сварки;
- электроды из вольфрама и присадочные прутки требуемого диаметра;

Ремонт легкосплавного колесного диска — вариант типичного использования аргонной сварки
- дополнительный трансформатор, отвечающий за подачу напряжения к коммутирующим устройствам;
- выпрямитель, вырабатывающий постоянный электрический ток с напряжением 24 В, который подается на коммутирующие устройства;
- реле, которое отвечает за включение и отключение таких устройств, как осциллятор и контактор;
- электрогазовый клапан, работающий от напряжения 24 или 220 В;
- фильтр индуктивно-емкостного типа, обеспечивающий защиту сварочного аппарата от негативного воздействия высоковольтных импульсов;
- амперметр, используемый для измерения величины сварочного тока;
- рабочий или неисправный автомобильный аккумулятор емкостью 55–75 Ah, который необходим для того, чтобы снизить постоянную составляющую сварочного тока, обязательно возникающую при выполнении процесса на переменном токе (такой аккумулятор подключается к сварочной электрической цепи последовательно);
- сварочные очки, которые необходимо использовать в качестве основного элемента защиты сварщика.
При желании оборудование для выполнения сварки аргоном можно укомплектовать своими руками, купив все необходимые компоненты в строительном магазине или на рынке. Если же вы не хотите заниматься конструированием, то можно сразу приобрести сварочный аппарат, в марке которого присутствует аббревиатура TIG. Чтобы начать использовать такой аппарат, его необходимо дополнительно укомплектовать газовым баллоном, горелкой, элементами, управляющими горелкой и подачей защитного газа.
Рекомендации по выбору режимов
Чтобы сварка с применением аргона была выполнена качественно, необходимо правильно выбрать ее режимы.
Важными параметрами при выполнении сварки по данной технологии являются полярность и направление движения электрического тока. На их выбор оказывают влияние свойства материалов, которые предстоит сваривать. Переменный ток или обратную полярность выбирают, когда необходимо выполнить сварку деталей, изготовленных из алюминия, бериллия, магния и других цветных металлов. Объясняется этот выбор тем, что при использовании таких параметров электрического тока происходит эффективное разрушение оксидной пленки, которая всегда присутствует на поверхности данных материалов.
Нюансы работы с аргонной сваркой
Характерным примером является сварка алюминия, оксидная пленка на поверхности которого имеет очень высокую температуру плавления. При сварке деталей из данного металла на токе обратной полярности эффективное разрушение оксидной пленки происходит за счет того, что ионы аргона активно бомбардируют поверхность соединяемых деталей. Аргон превращается в токопроводящую плазму, которая не только упрощает выполнение сварочных работ, но и значительно повышает их качество. Если сварка деталей из данного металла выполняется на переменном токе, то для достижения такого эффекта соединяемые детали должны выступать в роли катода.
Для сварки в среде защитных газов часто применяется такое дополнительное оборудование, как осциллятор. При выполнении сварки с использованием переменного тока он облегчает процесс зажигания сварочной дуги, а когда она загорится, выступает в роли стабилизатора.
В тот момент, когда происходит смена полярности переменного тока, может произойти деионизация (а значит, и затухание) сварочной дуги. Чтобы такого не случилось, осциллятор в моменты смены полярности электрического тока формирует электрические импульсы и подает их на сварочную дугу.
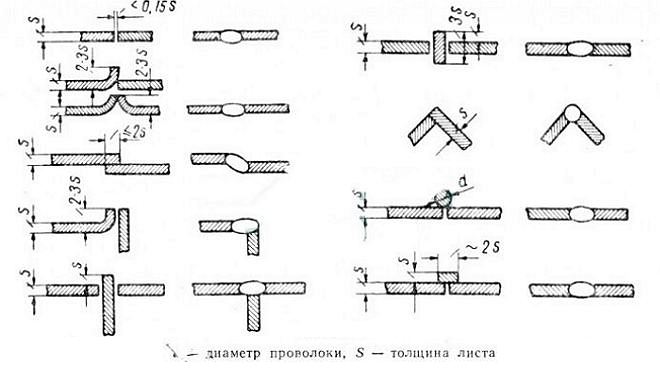
Типы соединений тонколистового металла при аргонодуговой сварке
Значение сварочного тока выбирают в зависимости от ряда параметров: свойств обрабатываемого материала, геометрических размеров заготовок, а также размеров используемых электродов. Для выбора данного параметра лучше всего использовать данные, содержащиеся в специальной литературе.
Немаловажным параметром является расход защитного газа аргона, выбираемый в зависимости от того, с какой скоростью выполняется подача присадочного материала и какой скоростью обладают сносящие воздушные потоки. Минимальным значение данного параметра будет в том случае, если сварка выполняется внутри помещений, в которых отсутствуют сквозняки. Если же процесс происходит на открытом воздухе, где нередки сильные порывы бокового ветра, необходимо не только увеличить расход аргона, но и использовать для его подачи в зону сварки специальные конфузорные сопла, газ из которых подается через мелкоячеистые сетки.
В защитную газовую смесь, кроме аргона, часто добавляют кислород в небольших количествах (3–5%). Кислород в данном случае вступает в реакцию с различными вредными примесями, которые могут присутствовать на поверхности соединяемых деталей (влага, грязь и др.). В результате такого взаимодействия вредные примеси сгорают либо переходят в шлак, всплывающий на поверхность сварного шва.
Следует иметь в виду, что нельзя использовать кислород при выполнении сварки меди, поскольку в результате получается оксид меди. Данное соединение, вступая в реакцию с водородом, содержащимся в окружающем воздухе, образует водяной пар, стремящийся выйти наружу из металла сварного шва. Все это приводит к появлению множества пор в формируемом сварном шве, что самым негативным образом сказывается на его качественных характеристиках.
Преимущества и недостатки сварки в защитной среде аргона
Сварка, выполняемая в среде защитного газа аргона, имеет как преимущества, так и недостатки, которые обязательно следует учитывать. К достоинствам данной технологии относят:

Пример шва, выполненного сваркой в среде аргона
- возможность получения качественного и надежного сварного соединения, что обеспечивается эффективной защитой области выполнения сварочных работ;
- незначительный нагрев соединяемых деталей, что дает возможность использовать данную технологию для сварки деталей сложной конфигурации (при этом они не деформируются);
- возможность использования для соединения деталей из материалов, которые невозможно варить другими способами;
- значительное возрастание скорости выполнения сварочных работ за счет использования высокотемпературной электрической дуги.
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя данную технологию, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.
Что нужно для аргоновой сварки
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице “Аргонная сварка” существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную “Ручную аргонно-дуговую сварку с неплавящимся электродом”
Вот краткий список того что нам потребуется для сварки.
- Баллон
- Редуктор
- Шланг высокого давления
- Аппарат для сварки неплавящимся электродом
- Электроды вольфрамовые
- Присадочная проволока
- Инструменты для подготовки металла к сварке
- Спецодежда и средства защиты
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.

А теперь давайте рассмотрим как эти баллоны маркируются.

И так же нужно знать какие данные наносят на баллоны и что там набито.
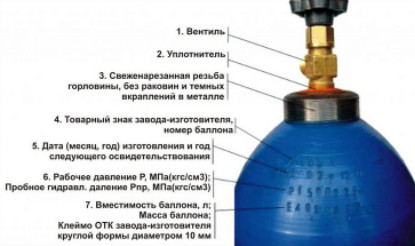
Данные на каждом баллоне могут отличатся.
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.

Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром

его чаще используют под аргон, но и под углекислоту он тоже предназначен. Теперь мы знаем какой редуктор использовать.
Шланг высокого давления
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами. Например аппарат может выглядеть вот так.

Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.

Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.


Присадочная проволока.
Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.

Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Спецодежда для сварки.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.

Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.
Аргоновая сварка металлов и сплавов
Оглянувшись, можно увидеть большое количество изделий, сделанных из нержавеющих сталей, меди и бронзы, алюминия и сплавов на их основе. В отличие от обычного железа эти металлы имеют свои особенности.
Сварка аргоном – это лучший способ ремонта металлов и сплавов со своеобразными свойствами. Для работы понадобится баллон с газом, специальное оборудование, определенные технические навыки.
Основы процесса
Сварочные работы в аргоне это газовая сварка, совмещенная с дуговой. Сплавление проводится в поле электрической дуги в атмосфере инертного газа. Почему нельзя это делать как обычно в воздухе?
Дело в том, что кислород воздуха активно окисляет вещества сплавов. Продукты окисления попадают в шов, разрыхляют его. В образовавшиеся поры могут попадать пузырьки воздуха, окончательно ухудшая качество шва. Получается, что варить в принципе можно, но соединение будет очень слабым.

Во избежание негативных последствий была разработана технология аргоновой сварки. Инертная атмосфера полностью исключает возможность окисления. Относительная молекулярная масса аргона равна 40 а.е.м.
Для воздуха этот показатель принято считать равным 29 а.е.м. Следовательно, аргон существенно тяжелее воздуха. Как только начинается его нагнетание из баллона, сразу же воздушная смесь в рабочей зоне вытесняется вверх, как более легкая.
Воздух в сварочной ванне не может присутствовать даже в остаточных количествах. Сварка аргоном гарантирует прочность, долговечность шва.
Для проведения работ в аргоне могут использоваться плавящиеся электроды или остающиеся неизменными. Не плавится при температуре дуги вольфрам. Тип и диаметры электродов выбирают по таблицам из справочников. Главным показателем, определяющим выбор электродов, являются сплавляемые материалы.
Различные технологии
Чаще всего приходится работать со сталями, содержащими различное количество добавок, и алюминиевыми сплавами. Рассмотрим международную классификацию видов сварок в аргоне, применяемых для этих материалов:
- сварка ММА выполняется по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе таким способом можно варить только углеродистую сталь. При постоянном токе – сталь как углеродистую, так и нержавеющую, а также алюминий и его сплавы;
- сварка TIG производится ручным способом в аргоне или другом инертном газе вольфрамовым электродом. При переменном токе так можно варить только алюминий и его сплавы. При постоянном – углеродистые и нержавеющие виды сталей;
- сварка MIG – это полуавтоматическое сваривание плавящейся проволокой. В технологии используют переменный ток. Свариванию подлежат оба типа стали и алюминий со сплавами.
В русскоязычном информационном пространстве параллельно с международной терминологией часто применяют отечественную классификацию.
Это вполне оправданно и понятно. Технологические подходы во многих странах отличаются, что влечет за собой разницу в терминологии и аббревиатурах.
Отечественная терминология
 В отечественно технической литературе может встречаться несколько другая терминология, касающаяся сварки в аргоне. Существуют также государственные стандарты, в которых описаны требования к характеристикам процесса.
В отечественно технической литературе может встречаться несколько другая терминология, касающаяся сварки в аргоне. Существуют также государственные стандарты, в которых описаны требования к характеристикам процесса.
Под сокращением РАД подразумевают ручную дуговую сварку в аргоне с использованием неплавящегося электрода.
Аббревиатура ААД обозначает автоматический вид аргонно дуговой сварки с применением неплавящегося электрода.
Под сокращением ААДП объединены все варианты автоматизированного сваривания с плавящимися электродами.
Специалисты легко ориентируются в терминологии. Начинающим мастерам придется изучить требуемый метод, запомнить его название, освоить технику выполнения.
Профессионалы при работе на производстве с аргоном и другими газами руководствуются едиными государственными требованиями. Исполнение их обязательно, подлежит строгому контролю.
ГОСТ 14771 нормирует виды, характер швов, толщину свариваемых деталей из нержавеющих сплавов на основе железа и никеля. В стандарте заложены требования по работе с неплавящимися электродами с использованием присадок и без использования таковых, а также с плавящимися электродами.
Присадки в последнем случае не нужны. Аргонодуговая сварка – это разновидность сварки в инертной среде, оговоренной в данном ГОСТе.
Требуемое оборудование
Для сварки аргоном понадобится комплект оборудования, отличающийся от стандартного, используемого при обычном сваривании в атмосфере воздуха. Нужно обеспечить поставку аргона, регулировать режим его подачи, иметь источник тока и устройства для розжига дуги. Ручная аргонодуговая сварка может проводиться при наличии следующего самого простого набора:
- горелки;
- специального сопла на горелку;
- трансформатора, поставляющий ток из сети;
- осциллятора для инициирования горения дуги;
- регулятора продолжительности подачи аргона в рабочую зону;
- баллона с газом, обязательно оснащенного редуктором;
- набора электродов;
- присадочной проволоки;
- защитной одежды и очков;
- некоторых дополнительных устройств.
 Назначение всего необходимого понятно, не требует комментариев. Следует обратить внимание на необходимость осциллятора. При обычной сварке в атмосфере воздуха для розжига электрической дуги было достаточно прикоснуться к поверхности металла. В работе с аргоновой сваркой таким способом дугу разжечь невозможно. Для инициирования процесса нужен осциллятор.
Назначение всего необходимого понятно, не требует комментариев. Следует обратить внимание на необходимость осциллятора. При обычной сварке в атмосфере воздуха для розжига электрической дуги было достаточно прикоснуться к поверхности металла. В работе с аргоновой сваркой таким способом дугу разжечь невозможно. Для инициирования процесса нужен осциллятор.
Очень удобен в применении готовый аппарат TIG. При покупке нужно обратить внимание на его назначение. Для работы с алюминиевыми сплавами подойдет аппарат с переменным током. Он маркируется буквами АС.
Для стальных сплавов предназначен агрегат, поставляющий постоянный ток. На нем указана маркировка DC. Если планируется постоянный ремонт разных металлических деталей, рекомендуют приобрести универсальный аппарат. Он может работать в обоих режимах, легко совмещается с центральной сетью электроснабжения.
Приобретая готовый аппарат, вам дополнительно нужно будет купить только баллон с аргоном, расходомер, шланги для подсоединения баллона. Все остальные устройства вмонтированы в агрегат.
Особенности процесса
Возможности сварки в среде аргона велики. Работа с каждым конкретным металлом имеет особенности, без учета которых хороший шов получить не удастся.
 На поверхности алюминиевых изделий всегда присутствует оксидная пленка. На воздухе он окисляется очень быстро. Даже если этот слой механически счистить, то новый образуется в течение нескольких минут.
На поверхности алюминиевых изделий всегда присутствует оксидная пленка. На воздухе он окисляется очень быстро. Даже если этот слой механически счистить, то новый образуется в течение нескольких минут.
Оксид алюминия очень тугоплавкое вещество. Разрушить оксидную пленку на поверхности детали можно, применяя переменный ток или подключение с обратной полярностью.
В таком случае аргон не только создает инертную среду, но и разрушает оксиды. Расход аргона при работе с тонкими деталями равен 6 л/мин, с толстыми (больше 5 мм) – достигает 15 л/мин.
Сварка нержавейки в среде аргона может выполняться с присадкой из нержавеющих прутков или без них. Угол наклона электрода при варке без присадки составляет 90 °C.
Сваривание с прутом проводят наклоненным электродом. Обязательно наличие термостойкого сопла горелки. Температура рабочей зоны очень высока.
По окончании сваривания подачу газа резко прекращать нельзя. Шов может растрескаться. Следует дождаться полного остывания рабочей зоны, потом выключить газ.
Отличие меди и титана
 Своеобразием отличается медь. Металл также очень легко окисляется, обладает большой теплопроводностью (в 6 раз больше, чем у железа). Для сваривания медных деталей нужна высокая температура дуги.
Своеобразием отличается медь. Металл также очень легко окисляется, обладает большой теплопроводностью (в 6 раз больше, чем у железа). Для сваривания медных деталей нужна высокая температура дуги.
При этом придется значительно увеличить расход аргона. Скорость потока варьируется в диапазоне от 7 л/мин при работе с тонкими деталями (1,2 мм) до 14 л/мин при сваривании в несколько проходок деталей с толщиной 25 мм.
Специфика меди заключается также в большом линейном расширении, которое может приводить к образованию трещин на горячем материале. Для предотвращения негативных явлений медь разогревают постепенно до 300 °C, бронзовые сплавы – до 600 °C. Только после этого можно приступать к работе.
Для работы с титаном аргон приходится направлять с тыльной стороны детали. Поэтому заранее следует приобрести специальные форсунки для подачи газа. Расход аргона составляет 6-7 л/мин.
Аргоновая сварка — это процесс со многими параметрами. Учесть все можно и нужно, руководствуясь специальными справочниками. Имея представление об основах, сориентироваться в технической литературе гораздо проще.





