Циклевка паркета своими руками
Если паркет потерял свой внешний вид, не стоит стремиться укладывать новое покрытие. Циклевка напольного покрытия позволит избавиться от большинства проблем. Ее можно выполнить своими силами, используя ручной инструмент и электрообрудования. В результате удается сформировать идеально ровную и красивую поверхность. Предлагаем познакомиться с технологией более подробно, чтобы можно было воплотить ее в реальность.

Причины и виды неровностей для разных видов паркета
Производители предлагают паркет различного вида. Однако существует ряд проблем, с которыми сталкивают большинство владельцев паркетного пола. К таковым стоит отнести:
- Скрип половиц, который возникает в помещении с достаточно сухим воздухом. Планки из натурального дерева усыхают, а затем постепенно смещают относительно своего начального положения. Также причиной появления характерного скрипа нередко становится износившаяся подложка или крепеж, которые перестают удерживать доски паркета в нужном положении, и они начинают скрипеть;
- Проседание отдельных паркетных досок из-за изначально неровной поверхности пола. Причиной подобного явления является неправильно выполненный монтаж. Устранить проблему можно только после комплекса достаточно сложных реставрационных работ;
- Вздутие напольного покрытия, произошедшее из-за повышенного уровня влажности в помещении;
- Царапины, потеря цвета, сколы, потертости, трещин, возникающие после достаточно длительного периода эксплуатации либо значительного внешнего механического воздействия.

Что лучше: отшлифовать или заменить на новый?
Оценив состояние напольного покрытия и увидев имеющиеся на поверхности дефекты, многие невольно задумываются о том, что проще купить и уложить новый. Между тем существует специальная технология, благодаря которой можно вернуть утраченные характеристики. Сам процесс достаточно трудоемкий, но при этом позволяет обойтись без специальных знаний и умений. Выполнить циклевку можно своими силами. Главное, заранее ознакомиться с порядком выполнения работ.
В ходе циклования с поверхности паркетного пола снимается верхний слой поврежденной древесины. Количество выполняемых этапов в процессе обработки может отличаться. Зависит от толщины доски и степени износа. В среднем выполняет 5 – 8 подходов.

Несмотря на широкие возможности от циклования придется отказаться, если:
- Доски повреждены жуком-древоточцем;
- Имеют вспученные планки, которые появляются после затапливания помещения;
- Доски или целые участки рассохлись. В этом случае между отдельными планками появляется зазор, величина которого превышает 5 мм. В такой ситуации некоторые с помощью шпаклевки устраняются имеющиеся щели. Это позволяет несколько выровнять полотно, но все равно мера получается временной. Уже через несколько месяцев участок растрескается и придется повторить всю работу заново;
- Имеются достаточно серьезные механические повреждения. Если они встречаются на отдельных планках, придется их сначала заменить на новые и только потом приступить к циклевке поверхности, выполнив все этапы, включая самый грубый;
- Толщина досочек не превышает 5 мм;
- На поверхности имеется плесень и грибок.
Если никакой из вышеперечисленных проблем нет, можно смело браться за циклевку. Выполнение подобных работ имеет ряд преимуществ, к которым относят:
- Отсутствие достаточно продолжительного этапа снятия старого лакированного покрытия;
- Возможность выполнения всего комплекса работ собственными силами. При этом укладку напольного покрытия могут выполнить только мастера;
- Увеличения продолжительности эксплуатации старого покрытия, для изготовления которого использовалась ценная и благородная древесина.

Необходимый инструмент
Чтобы выполнить работу, надо подготовить все необходимое для циклевки. Возможно использование не только ручного инструмента, но специального оборудования. Выбор делается с учетом сроков выполнения работ и имеющихся предпочтений.
Для ручного циклования используют:
- Ручную циклю. В состав деревянного инструмента входит рукоятка и неширокое лезвие. С помощью последнего с напольной деревянной поверхности снимается предварительно размоченный водой слой древесины. Процесс движется достаточно медленно и является трудоемким. Важным преимуществом ручной цикли является отсутствие шума и пыли в процессе обработки поверхностного слоя. Кроме того, сам инструмент стоит недорого, а потому его при желании сможет приобрести каждый;
- Болгарку. Такое инструмент есть практически в каждом доме. Для выполнения работ потребуется модель, позволяющая отрегулировать скорость вращения диска. Главным недостатком подобного варианта является необходимость удержания инструмента на весу. В этом случае достаточно сложно обеспечить горизонтальность линии реза. Также, диск болгарки, вращающийся на небольшой скорости, не сможет снять достаточно толстый слой лака либо древесины. При увеличении частоты вращения на поверхности паркета могут появиться ямки и зазубрины;
- Шлифовальную машину. Более предпочтительный вариант с точки зрения обеспечения качества. Работает шумно. Имеет большие габариты и вес. Зато позволяет за один раз выполнить достаточно большой объем, обеспечив необходимое качество. Учитывая стоимость шлифовальных машин, решив использовать шлифовальную машину для циклования паркет, взять инструмент лучше на прокат. Это не существенно отразиться на семейном бюджете. Однако прежде чем отдать предпочтение данному варианту, стоит учесть, что в процессе работы она создает достаточно много пыли. Обычный бытовой пылесос не сможет справиться с поставленной задачей. Как следствие, при лакировании обработанной поверхности в формируемом слое могут оказаться частички пыли, что существенно ухудшит конечный результат. Чтобы этого избежать, использовать шлифовальную машину можно только совместно с пылесосом промышленного типа.

Если надо повысить производительность процесса, стоит обратить внимание на электрооборудование для циклевки. К таковому относят:
- Ленточные паркето-шлифовальные машины. При их использовании количество образующейся пыли можно снизить до минимума, так как в ее состав входит специальный мешок для сбора опилок. Производители предлагают различные модели, отличающиеся по мощности и другим характеристикам. Их принцип работы основан на наличии специального барабана, на который одевается шлифовальная бумага;
- Паркето-шлифовальные машины. В подобных устройствах барабан меняется на диски со сменным абразивом. С ее помощью хорошо выполнять финишную шлифовку мелкозернистыми шкурками;
- Плоскошлифовальные машины, которые иногда называют «сапожком». Ориентированы на обработку труднодоступных мест. Для уменьшения количества образующейся пыли производители предлагают модели со специальным мешком для сбора пыли. Однако данный элемент есть не в каждом устройстве, что надо обязательно учитывать при подборе оборудования.
Кроме самого оборудования и инструмента для обработки поверхностного слоя надо иметь в наличии специальные расходные материалы. К таковым относятся: шлифовальные ленты, ножницы ножи, маски, перчатки и другое.
Помимо самого оборудования, потребуется много расходников:, нож или ножницы, перчатки, и т.д.

Как шлифовать руками?
Для достижения наилучшего эффекта стоит приобрести подходящий инструмент. Чтобы быть уверенным в качестве выбранного инструмента, стоит:
- Приобрести инструмент в специализированном магазине, для изготовления которого использовалась качественная сталь, а заточка была выполнена с соблюдением технологических требований;
- Обратить внимание на ручку. Эргономичная модель комплектуется короткой и широкой ручкой, которую удобно держать в руке;
- Убедиться в оптимальной ширине лезвия. По мнению мастером оптимальной является ширина в 5 см.

Работы выполняются в следующей последовательности:
- Напольная поверхность хорошо увлажняется водой;
- На лицо надевается респираторная маска, которая поможет защитить лицо от появляющихся в процессе обработки опилок и кусочков старого лака;
- Визуально разделяют всю поверхность на полосы и начинают выполнять циклевание паркета от центра, постепенно продвигаясь к стенам помещения;

- Верхний слой снимают, двигаясь сначала вдоль волокон, а затем поперек. Работая вручную, следует снимать ровные слои, чтобы не допустить перепадов по высоте. Процесс длительный и требует много дней;
- Для сглаживания неровностей поверхность шлифуют, используя терку с наждачной бумагой. Для этого совершают круговые движения, добиваясь формирования идеально ровной поверхности.
Как шлифовать электрической машинкой?
Если ручной способ кажется не достаточно производительным, самое время воспользоваться машинным. Для этого надо убедиться, что розетки в доме или квартире рассчитана на нагрузку около 15 – 16 А. В противном случае оборудование придется подключать напрямую к электрощитку.
Далее действуют следующим образом:
- Очищают пол от мусора и грязи. Заглубляют гвозди. Внимательно осматривают все планки. Если надо, отдельные заменяют на новые;
- Начинают последовательную обработку поверхностного слоя, используя шкурки с зернистостью от 24 до 120 Р. Выбор самой грубой делается с учетом начального состояния напольного покрытия. Перед началом работ всю поверхность тщательно смачивают при помощи распылителя. Сначала используют самую грубую шкурку с зернистостью до 40 Р. Такая абразивная обработка позволит полностью избавиться от защитного лака на поверхности, старой краски, поможет выровнять основание. После выполненной обработки на поверхности не должно быть никаких неровностей. Двигаются от центра к краям;

- Самые сложные и труднодоступные участки, например, вблизи батареи или по углам, обрабатывают углошлифовальной машинкой. Отдельные участки в этом случае обрабатывают вручную;

- На этапе шлифовки на барабан надевают абразив с зернистостью 60-80 Р и, двигаясь от центра, обрабатывают последовательно всю площадь. Целью данной обработки является устранение всех возможных царапин, которые могли быть оставлены на поверхности напольного покрытия после грубой очистки с помощью абразива с большей зернистостью. Обрабатывая пол полосами, стоит делать нахлест на соседние ряды, чтобы исключить появление необработанных участков;
- Учитывая, что даже после достаточно тщательной и аккуратной обработки на поверхности остаются небольшие трещинки, щели, углубления и другие недочеты, вся поверхность в обязательно порядке шпаклюется. Чтобы получить качественный результат, стоит отдать предпочтение специальной мастике, разработанной для обработки дерева. Некоторые мастера также используют автомобильную шпаклевку;

- Зашпаклеванная поверхность обрабатывается самым мелким абразивом с зернистостью от 120 Р и выше. Благодаря этому удается полностью сгладить неровности, созданные шпаклевкой и в конечном итоге получить ровное и гладкое покрытие.

Предлагаем посмотреть видео, содержащее информацию о порядке выполнения работ:
Лакировка
После того, как финишная обработка будет полностью завершена, напольную поверхность тщательно очищается от пыли и протирается. Лучше всего подобную работу выполнять профессиональным пылесосом. От использования бытовой модели лучше отказаться, так как из-за большого количества древесной пыли фильтр быстро засоряется, и эффективность устройства существенно снижается.
Лакирование поверхности может выполняться различными способами. Все зависит от обрабатываемой площади и имеющегося в наличии инструмента. Выбор делается между:
- велюровым валиком, обеспечивающим равномерное распределение лака по поверхности. При использовании тонировочного состава данный фактор особенно важен. Высота ворса у такого валика должна быть ограничена 4 – 5 мм. Чтобы добиться равномерного прокрашивания поверхности, состав сначала наносят поперек досочек, а затем вдоль, совершая крестообразные движения. Подобранный состав лака наливают в малярную ванночку. Обмакнув валик в состав, излишки состава отжимают. После высыхания первого слоя наносят второй, предварительно отшлифовав поверхность мелкозернистой шкуркой. Это делается в обязательном порядке, так как скользя по поверхности, валик поднимает волокна древесины;

- малярной кистью. Для формирования равномерного слоя и повышения производительности процесса используют широкую кисть. Благодаря ей удается равномерно распределить состав по поверхности. Однако древесные волокна тоже поднимаются. После нанесения первого слоя поверхность шлифуют, используя шкурки на 400-600 ед;
- металлическим шпателем. Инструмент используется для нанесения достаточно густого состава. Благодаря тонкой и острой поверхности шпателя удается равномерно распределить состав по поверхности, одновременно срезая все поднимающиеся волокна. Это существенно сокращает продолжительность выполнения работ, так как позволяет отказаться от дополнительного шлифования;
- краскопультом. Самый производительный способ, существенно превосходящий процесс нанесения лака валиком или кистью. Обеспечивает формирование тонкого равномерного слоя. При одинаковом с его помощью можно нанести три слоя, а кистью всего два. Каждый последующий слой должен наноситься перпендикулярно предыдущему.
Лакирование обработанной поверхности выполняется в следующей последовательности:
- паркетные доски обрабатываются грунтовочным либо тонировочным составом. Последний используют, если планируется нанесение прозрачного лака и хочется паркету придать определенные оттенок. Грунтовку оставляют на поверхности на сутки до полного высыхания. На этапе грунтования иногда выявляются ранее не заметные дефекты. Для их устранения используют специальную паркетную шпаклевку. Добиваясь полного соответствия цвету, можно приготовить ремонтный состав собственными силами. Для этого надо приобрести в строительном магазине специальную жидкость для тонированных смесей, смешать ее с опилом пылевой фракции, добиваясь получения консистенции пластилина. Застывшую шпаклевку тщательно шлифуют. Основание обеспыливают;

- наносят первый слой лака, делая его максимально тонким. Даже если для обработки выбран быстросохнущий состав, для его полного высыхания потребуется не менее суток;

- убирают шероховатости, образовавшиеся в результате подъема древесных волокон, путем тщательного и аккуратного шлифования поверхностного слоя. Для повышения производительности процесса используют шлифовальную машину. После завершения работ напольную поверхность тщательно обеспыливают;
- наносят оставшиеся слои, выдерживает минимум сутки между каждым.
Если после полного высыхания лака остается чувство липкости на поверхности, протрите лакированную поверхность мыльным раствором. Это поможет полностью избавиться от проблемы.
Количество наносимых слоев может существенно отличаться. Это зависит от выбранного состава и вида древесины, которая использовалась для изготовления паркета. Для защиты мягкого дерева, к которому относится сосна, береза, ель, двух слоев будет недостаточно. Твердые породы, такие как дуб или лиственница, обрабатывают всего два раза. Этого достаточно для формирования сплошного качественного слоя.
Надолго ли хватит?
Периодичность обработки может существенно отличаться. Желательно не дожидаться перехода к радикальным мерам. Если царапины, сколы, многочисленные пятна и потертости появились достаточно давно, устранить проблему локальным ремонтом не всегда представляется возможным.
Циклование поверхностного слоя позволит избавиться от возникших проблем. Однако периодичность подобной обработки может отличаться. Число проводимых работ может отличаться. все зависит от:
- качества используемого материала;
- типа древесины;
- толщины лицевого слоя.
Количество обработок может достигать 7 раз. Однако в некоторых случаях возможна только однократная обработка поверхности.

Циклевание поверхности является затратной и продолжительной процедурой. Чтобы отказаться от подобной обработки, стоит своевременно за ним ухаживать.
Как минимизировать появление дефектов в дальнейшем?
Чтобы в процессе эксплуатации паркетного покрытия появлялось как можно меньше дефектов, его надо правильно эксплуатировать. В прилагаемой к каждой упаковке инструкция прописаны конкретные рекомендации для определенной разновидности досок. В самом общем случае для увеличения срок службы напольного покрытия стоит:
- защитить паркет от воздействия прямого солнечного света. Это помогут сделать шторы либо уложенный на пол ковер;
- отказаться от ношения уличной обуви, чтобы защитить лакированную поверхность от действия абразива в виде мелких камешков и песчинок, застрявших в подошве;
- своевременно увлажнять воздух в помещении с паркетным полом во время отопительного сезона. Предпочтительна установка увлажнителя воздуха, который поможет поддерживать оптимальный уровень влажности и предотвратит растрескивание досок;
- отказаться от использования моющего пылесоса. Предпочтительная влажная уборка с использование увлажненное, но не мокрой тряпки;
- своевременно проводить воскование поверхностного слоя. Допустимо нанесение защитного слоя путем нанесения масла или полироля, которые производители предлагают специально для защиты паркетных досок.
Шлифовка (циклевка) паркета и деревянного пола своими руками – выбор оборудования
На напольное покрытие приходится существенная механическая нагрузка в процессе эксплуатации дома, что является причиной быстрого износа пола, и как следствие, обуславливает необходимость проведения ремонтных работ или замены.
Одним из популярных материалов для напольных покрытий является древесина. Уложенная в виде паркета, массивной или паркетной доски, она отличается прочностью и долговечностью. Однако и дерево со временем приходит в негодность и нуждается в восстановлении. Вернуть старому деревянному полу или паркету привлекательный вид поможет циклевка и шлифовка. Суть процедуры заключается в снятии изношенного верхнего слоя древесины с использованием ручного или машинного инструмента.
 Шлифовка паркета (пола) своими руками
Шлифовка паркета (пола) своими руками
Чем циклевка отличается от шлифовки паркета/пола?
Циклевка или циклевание – процесс выравнивания поверхности пола, путем снятия поверхностного изношенного слоя древесины режущим инструментом.
Шлифовка – аналогичный процесс, но используются абразивные материалы.
Сегодня циклевка и шлифовка пола могут считаться синонимами, чему послужило широкое распространение машинной циклевки, работа которой основана на использовании абразивных материалов.
Циклевка и шлифовка паркета выполняется различным по назначению оборудованием, выбор которого может быть обусловлен факторами:
- фронт работ: для циклевки небольшого участка применяют ручной инструмент, при большой площади работ – шлифмашинки;
- состояние напольного покрытия. В запущенном случае, выполнение работ вручную займет много времени, машинка справится быстрее;
- затратность: ручная циклевка и шлифовка паркета более экономичный вариант, нежели машинная. Последняя более дорогая в приобретении и обслуживании;
- время. Ручной труд по определению более длительный, нежели машинный;
- исполнитель. Профессиональные бригады используют только машины, циклевка паркета своими руками выполняется вручную или путем аренды шлифовальной машины.
Инструмент для шлифовки пола и паркета
Как уже отмечалось, разные факторы обуславливают потребность в различных видах оборудования для проведения шлифовальных работ.
Ручная цикля для паркета
Начнем обзор с инструмента, который дал название самой процедуре циклевки – цикли. Что это такое, какие виды бывают, особенности применения, размеры, параметры и цены.
 Циклевка паркета ручной циклей
Циклевка паркета ручной циклей
Цикля – это инструмент для ручной циклевки, который скоблит, а не строгает деревянное покрытие. Конструкция ручной цикли достаточно простая – заточенная под углом металлическая пластина, закрепленная в ручке.
Ручная цикля – технические параметры:
- толщина лезвия определяет высоту покрытия (с учетом лакокрасочного слоя), удаляемого за один проход (размер заусенца). Оптимальная толщина – 0,7-0,8 мм. Толщина снимаемого слоя составит десятые доли миллиметра;
- ширина лезвия. Широкое лезвие увеличивает площадь, очищаемую за один проход, но с ней сложнее работать. Рекомендуемая ширина – 45 мм.
- длина ручки. Чем короче ручка, тем проще контролировать уровень нажима на циклю, тем ровнее будет покрытие после циклевки. Оптимальная длина 200 мм;
- материал ручки: пластмасса или дерево. Выбирается по тактильным ощущениям пользователя;
- дополнительные приспособления. Цикла может быть оснащена прижимной рукояткой, которая позволит увеличить усилие на инструмент;
- фигурные цикли применяются для циклевания сложных форм на полу (например, фигурного деревянного плинтуса).
Порядок цен на ручные цикли
| Ширина цикли, мм. | Материал ручки | Стоимость, руб. |
|---|---|---|
| 25 | Пластмасса/пластик | 105 |
| 45 | Пластмасса/пластик | 123 |
| Дерево | 100 | |
| 65 | Пластмасса/пластик | 160 |
| Дерево | 120 | |
| 45 мм. с силовой рукояткой | Пластмасса/пластик | 153 |
| Комплектующие (лезвия) | От 33 в зависимости от ширины | |
Плюсы и минусы цикли в сравнении с абразивной обработкой
Преимущества использования цикли:
- дешевизна; Материал подготовлен для сайта www.moydomik.net
- возможность выполнить работу в любых местах, включая труднодоступные;
- отсутствие видимых царапин на паркете (от абразива);
- незаменима при шлифовке художественного паркета, т.к. позволяет менять направление циклевки в зависимости от направления волокон древесины;
- отсутствие пыли. В процессе снятия слоя древесины образуется мелкая стружка.
Недостатки использования цикли:
- длительность процедуры;
- снятие относительно толстого слоя древесины;
- трудоемкость и физическая усталость. Работы ведутся в неудобной позе, в результате чего возникают боли в спине, руках, коленных суставах.
Отметим, что в настоящее время цикля используется только для циклевки покрытия в локальных масштабах – при замене одной или двух половиц, или при большом желании сэкономить. Причем мастера советуют использовать циклевочный инструмент заводского производства.
В то же время, можно сделать циклю своими руками. Для изготовления подойдет заточенный кусок металла (полотно старой ножовки) или кусок стекла толщиной в 2 мм. с плавным изломом. Безусловно, такой инструмент не пригоден для циклевки большой площади, но поможет выполнить работу на маленьком участке или отциклевать деталь. Металлический аналог прослужит дольше. Для удобства работы металлическая заготовка помещается между кусками дерева и обматывается изолентой.
Оборудование для шлифовки пола и паркета
Альтернативой ручной цикле выступает оборудование – паркетошлифовальные машины, в основе работы которых лежит шлифование, а не скобление.
1. Наждачная бумага
Шлифовка паркета наждачной бумагой – бюджетный вариант ручной циклевки пола. Однозначно, ползать по полу в попытке отшлифовать его вручную, мало кто отважится, а вот закрепить бумагу на подошву обуви и затирать паркет ногами уже более реально. Способ не получил распространения, но он положил начало применению и дальнейшему развитию оборудования, использующего абразивные материалы для выполнения работы.
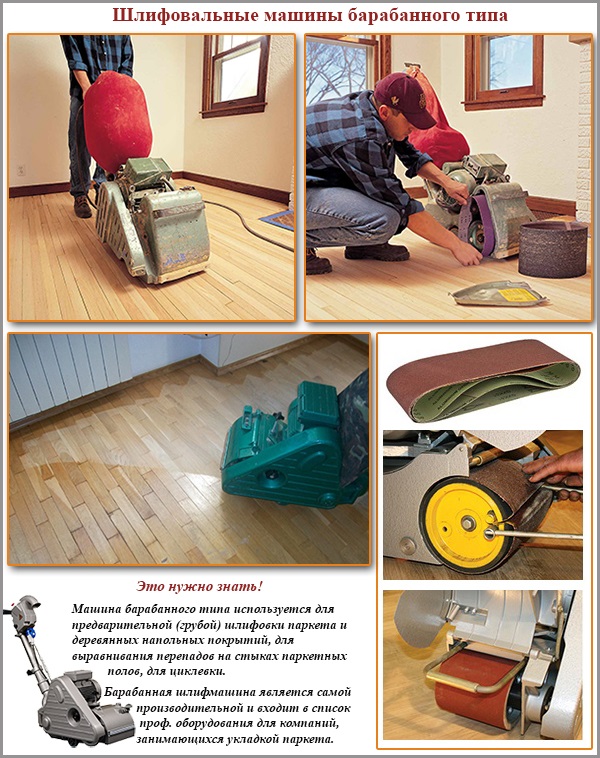
2. Машинка для шлифовки паркета и пола барабанного типа
На данный момент наиболее популярная разновидность оборудования. Барабанную шлифмашинку применяют для глубокой циклевки, ввиду того, что крупный абразив не способен придать гладкость деревянному полу. За один проход такая машина может снять до 1,5 мм. поверхности. Поскольку работы связаны с обдиранием поверхностного слоя, машина оснащена пылесборником.
Паркетошлифовальная машина СО-206 – самая популярная моделью, производится как в Украине, так и в Беларуси. Отличается надежностью и относительной дешевизной. Слабым местом является наклеенная на барабан резина, которая может повредиться при неправильном зажиме абразива или посторонним предметом.
| Марка паркетно-шлифовальной машины | Производитель | Стоимость, руб. |
|---|---|---|
| СО-206 | Украина | 56 500 |
| СО-206 | Беларусь | 68 600 |
| СО-206-А | Беларусь | 65 100 |
Характеристики паркетошлифовальной машины СО-206 в таблице
 Технические характеристики паркетно-шлифовальной машины СО-206
Технические характеристики паркетно-шлифовальной машины СО-206
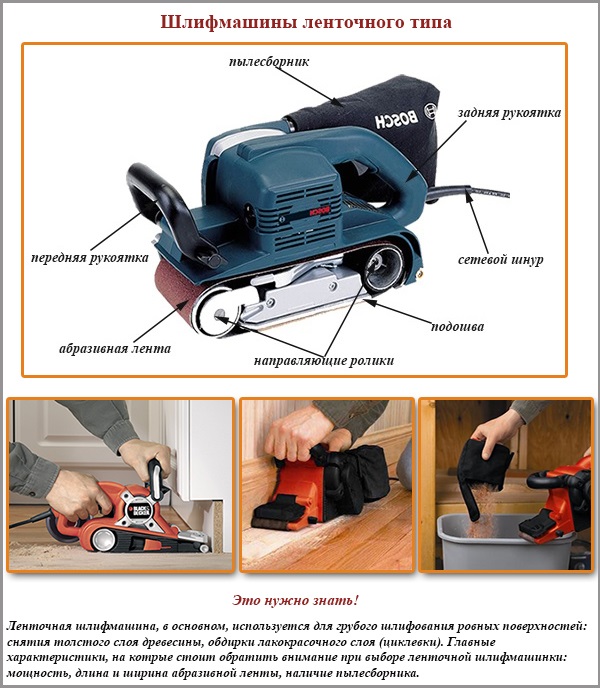
3. Машинка для шлифовки паркета и пола ленточного типа
С точки зрения технологии ленточная машина – следующее поколение оборудования для обработки деревянных поверхностей пола. Популярна в Европе. Устройство ленточной шлифовальной машины мало чем отличается от машин барабанного типа, но используемый расходный материал несколько другого типа – представлен в виде абразивной ленты. Лента закрепляется между полиуретановым барабаном и роликом. В процессе работы лента самоочищается. Благодаря таком подходу, поверхность шлифуется гораздо лучше. Поэтому ленточная шлифовальная машина чаще применяют для выполнения тонкой шлифовки.
С точки зрения конструкции выделяют две разновидности ленточных машин:
- однодисковая. Обеспечивает высокое качество поверхности, но используется чаще для выравнивания пола и предварительной шлифовки. Среди отмеченных пользователями можно выделить такие модели:
| Марка ленточной шлифовальной машины | Производитель | Стоимость, руб. |
|---|---|---|
| COLUMBUS 135 SH | Германия | 85 800 |
| Columbus Profivac | Германия | 88 357 |
| СО-331 | Беларусь | 75 670 |
| Lagler Hummel | Германия | 131 000 |
- трехдисковая. Применяется для тонкой шлифовки деревянного пола и паркета, перед нанесением лака или другого покрытия, для шлифования поверхности между слоями лака, в процессе нанесения масла. На сегодня это наиболее совершенный вид шлифовочного оборудования, поэтому его цена весьма высока. Такая машина покупается только для профессионального использования.
Цены на профессиональные шлифмашины
| Марка | Производитель | Стоимость, руб. |
|---|---|---|
| LAGLER TRIO td> | Германия | 612 180 |
| СО-318 220В ТРИО | Беларусь | 128 012 |
| Lagler Hummel TRIO | Германия | 591 113 |
4. Виброшлифовальная ленточная машина
Виброшлифмашинка включает в себя достоинства ленточной и угловой машины, и при этом отличается более низкой ценой, что делает её доступной для большего круга пользователей. Машина не высокая, что несколько усложняет работу с ней.
| Марка вибро-шлифмашинки | Производитель | Стоимость, руб. |
|---|---|---|
| Dexter (150Вт) | Китай | 752 |
| Dexter (280Вт) | Китай | 2 143 |
| ПШМ-115 (300 Вт) | Китай | 2 881 |
| Felisatti (300 Вт) | Россия | 2 980 |
| Bosch PSS (200 Вт) | Венгрия | 3 568 |
5. Машины для шлифовки в труднодоступных местах
Мастера называют такое оборудование «сапожок». Паркетошлифовальная машина СО-337 «Сапожок» незаменима для проведения циклевки по углам, возле стены, под радиаторами отопления. Оборудование для шлифовки паркета и деревянных полов в труднодоступных местах стандартизировано, оснащено пылесборником. Переключение между режимами (грубой и тонкой шлифовки) выполняется путем изменения степени вибрации, скорости вращения диска и применяемого абразива.
В числе моделей, одобренных мастерами можно выделить:
| Марка шлифмашины | Производитель | Стоимость, руб. |
|---|---|---|
| СО-401 | Беларусь | 108 900 |
| Lagler Flip | Германия | 148 708 |
| Lagler Elan | Германия | 180 000 |
Характеристики паркето-шлифовальной машины на примере СО-401
 Технические характеристики паркетно-шлифовальной машины СО-401
Технические характеристики паркетно-шлифовальной машины СО-401
Дополнительным оборудованием, которое необходимо применять в процессе циклевки является пылесос промышленный. Функция пылесоса – удаление пыли с пола, перед покрытием лаком.
Какую машинку использовать для шлифовки паркета?
Выбирая машину нужно учесть такие параметры:
- качество шлифовки;
- ширина шлифовальной ленты: 75-100 мм;
- вес машины;
- мощность: 1-2,5 кВт;
- управление. Наличие переключателя скорости, УЗО, ограничителей позволят выполнять работу без риска повредить деревянный пол, паркет или стены;
- наличие пылесборника;
- сложность конструкции (с точки зрения возможности замены ленты).
Правила эксплуатации и безопасности
Независимо от типа шлифовальной машины, нужно соблюдать правила работы с ней:
- выполнение работ только днем, т.к. процесс циклевки/шлифовки довольно шумный (касается работ в квартире, для частных домов неактуально);
- полноценная защита: для защиты от шума использовать наушники, а для защиты от пыли – очки и респиратор;
- не следует перегружать оборудование в процессе шлифовки;
- постоянный контроль за состоянием абразивной ленты и наполняемости пылесборника.
Аренда (прокат) машин для циклевки и шлифовки паркета и пола
Отметим, что шлифовальные машинки, даже барабанного типа, являются удовольствием дорогим. Поэтому для частного ремонта, целесообразно арендовать оборудование (взять напрокат). Стоимость аренды паркетно-шлифовальных машин разного типа в таблице:
| Марка шлифовальной машины | Тип машины | Стоимость аренды в сутки, руб. |
Залог |
|---|---|---|---|
| СО-206 | Барабанный | 1 500 | 10 000 |
| Columbus Profivac | Ленточная однодисковая | 1 500 | 10 000 |
| ELAN (Lagler) | 1 500 | 10 000 | |
| TRIO (Lagler) | Ленточная трехдисковая | 3 500 | 30 000 |
| СО-318 “Трио” (Беларусь) | 1 400 | 10 000 | |
| Lagler Flip | Углошлифовальная | 1 000 | 10 000 |
| Thomasc | Пылесос | 500 | 5 000 |
| Makita 440 | 400 | 3 000 |
На аренде комплекта оборудования можно получить скидку. В комплект обычно входит:
| Оборудование | Аренда в сутки, руб. | Залог | ||
|---|---|---|---|---|
| Барабанная машина СО-206 | Углошлифовальная машина ELAN | Плоскошлифовальная машина TRIO | 5500 | 50 000 |
Аренда шлифовальной машины любого типа осуществляется на условиях предоставления документов (паспорт с пропиской или водительского удостоверения), а также залога, размер которого определяется стоимостью и состоянием шлифовальной машины. Пользование машиной осуществляется на условиях договора, с которым следует хорошо ознакомиться, чтобы обезопасить себя от неожиданностей. Перед подписанием договора нужно проверить работоспособность оборудования.
Некоторые компании предоставляют услугу доставки шлифмашины на объект – 2000 руб. доставка и вывоз по Москве.
Расходные материалы для шлифовки
Важная составляющая работ по циклевке деревянного покрытия – расходные материалы, в частности абразивная лента.
Циклевание пола – это процедура, выполняемая в несколько этапов для получения высокого качества поверхности. На каждом из этапов используется наждачная бумага разной зернистости.
- показатель зернистости отражает номер, нанесенный на обратную сторону ленты. Обычно используются № 40 – 120 с дискретностью 20. Выбор зависит от типа древесины. Начинают работу с более крупного абразива постепенно уменьшая его значение. Таким образом, каждый последующий номер устраняет дефекты, оставленные предыдущим номером. Детально нумерация и назначение лент представлены в таблице:


- ширина лент зависит от параметров машины и находится в пределах 60-250 мм. Наиболее востребованный вариант – 75 и 100 мм. Для шлифовки в труднодоступных местах используется лента шириной 6 мм.
Расход наждачной бумаги: одна заправка (1 м. ленты) примерно 15-20 м.кв. пола/паркета
Стоимость – от 160 руб./рул. В рулоне 5 м.п. ленты.
Аналогом абразивной ленты является липа, характеризуется наличие липучек для крепления.
Помимо наждачной бумаги в процессе циклевки будут использованы:
- шпатлевка для заделки щелей в деревянном полу. Есть много разновидностей шпатлевки и способов ее заменить. Главное требование здесь – соответствие тона шпатлевки и оттенка древесины, а также сочетаемость с финишным, декоративным покрытием. В противном случае, лак может покоробить или потемнеть;
- декоративное защитное покрытие для паркета/пола. Для полировки паркета используют: лак, масло, тонировочные смеси, воск.
Рассчитать количество расходных материалов можно только приблизительно. Поэтому лучше покупать с запасом или быть готовым к периодическому прерыванию работы на поход в магазин.
Как выбрать шлифовальную машинку для шлифовки паркета: обзор современной техники
Шлифовка – обязательная процедура для придания паркету презентабельного вида. С ее помощью можно выровнять деревянную поверхность, зачистить царапины и трещины. Конечно, шлифовка выполняется не вручную, а с помощью специальной техники – шлифовальных машин. На рынке представлено большое количество подобных агрегатов, различающихся по типу конструкции, назначению, способу действия. Обозначим их главные технические характеристики для оптимального выбора.
Разновидностей шлифмашин для паркета существует огромное количество, но все их можно объединить в несколько групп:
- барабанные – рабочая поверхность представлена цилиндрическим валом, на который установлена абразивная лента (шлифовальная бумага);
- ленточные – рабочая поверхность образована абразивной лентой, перемещающейся между двумя движущимися валами (роликами);
- дисковые – шлифуют поверхность дисками (одним или несколькими);
- вибрационные – снабжены вибрирующей рабочей подошвой, совершающей «затирочные» движения в процессе шлифовки;
- эксцентриковые (орбитальные) – рабочая подошва одновременно вращается и вибрирует.
Каждый из этих типов оборудования решает свои задачи, имеет особенности эксплуатации. Рассмотрим эти нюансы более четко.
Машины барабанного типа
Барабанная шлифмашина – техника, предназначенная, в основном, для грубой шлифовки. На высшем уровне она справляется и с циклевкой – снятием лакокрасочного слоя с паркета.
Принцип работы барабанных машин основан на вращении цилиндрического вала (барабана), «запущенного» электродвигателем. На вал устанавливается абразивная лента. При вращении барабана она вплотную прижимается к деревянной поверхности и «стирает» с нее слой предусмотренной толщины (зависит от зернистости абразива на ленте). В среднем, за этап шлифовки барабанная машина снимает с поверхности слой в 1-1,5 мм. Это сопровождается образованием деревянной пыли и опилок, поэтому большинство моделей барабанных машин оборудованы пылесборниками.
Абразивные ленты, используемые для этого вида шлифмашин, достаточно грубые — Р24-40. Поэтому с полировкой они не справляются и после прохода барабанной машины обычно требуется доработка другими видами машин (дисковыми, вибрационными, эксцентриковыми).
Любая барабанная шлифмашина – массивный агрегат, передвигающийся на колесиках. Вес может варьироваться от 70 до 90 кг (в среднем). Чем меньше вес (соответственно, и габариты) машины, тем проще ею управлять, однако производительность ее может быть ниже. Если предстоят работы в квартире, то лучше использовать машину с меньшим весом. Для больших производственных площадей больше подходят габаритные агрегаты.
Производительность также напрямую зависит от мощности. Среднее значение – 2,2 кВт. Чем больше мощность, тем сильнее механическое воздействие на поверхность. И тем более крупный барабан (с широкой и длинной абразивной лентой) такая машина сможет «потянуть».
Машины ленточного типа
Ленточные шлифмашины предназначены для предварительной шлифовки пола, выравнивания, зачистки и циклевки.
По внешнем виду шлифмашина ленточного типа напоминает миниатюрный трактор на гусеничном ходу. Ее рабочая поверхность – склеенная в кольцо абразивная лента, которая перемещается между двумя вращающимися роликами, как на конвейере. Ширина ленты – 65-110мм. Подошва, на которую опирается лента, сделана из тонкой металлической пластины и дополнена мягкой подложкой.
Скорость вращения абразивной ленты находится в пределах 150-500 м/мин. От этого показателя напрямую зависит и производительность. Однако только в том случае, если добавочная скорость будет подкреплена увеличенной мощностью. Иначе «прижать» быстро вращающуюся ленту к полу не удастся и увеличенная скорость не повысит качество работы инструмента. Оптимальное значение скорости — 300 м/мин – достигается при мощности 650-700 Вт.
Чтобы «прижать» абразивную ленту к поверхности, конструкцию машины оснащают металлической платформой разных размеров. Мощные профессиональные модели оснащены широкой подошвой в 100 мм, обеспечивающей их высокую производительность и стабильность на поверхности. Для инструмента класса «хобби» достаточной является ширина в 75 мм. Отдельно стоит упомянуть так называемые «электронапильники» — машинки с очень узким рабочим полотном (ширина от 6 мм), позволяющим добраться до самых труднодоступных мест.
Про технические характеристики и важные особенности работы с ленточными шлифмашинками рассказывают в видео (на примере модели Интерскол ЛШМ-76/900):
Дисковые шлифмашины
Обычно дисковые шлифмашины применяются для финишной шлифовки поверхности. Рабочий элемент данной техники – плоский вращающийся диск, на котором закрепляется абразивный материал.
Дисковые шлифмашины подразделяются на:
- Угловые (УШМ) – всем известные ручные болгарки, а также специализированные машины «сапожки». В конструкции УШМ имеется один диск, вращающийся параллельно оси инструмента.
- Дисковые плоскошлифовальные – габаритные агрегаты, имеющие 1-3 диска, вращающиеся вокруг собственной и центральной осей.
Дисковые плоскошлифовальные машины
Дисковые шлифовальные машины оборудованы одним или тремя дисками, на которые закрепляются абразивные круги. Диски крутятся вокруг своей оси и тем самым «заглаживают» деревянную поверхность. Подобный принцип работы, сочетающийся с плавающей посадкой дисков, позволяет качественно полировать поверхность после предварительной обработки ленточными или барабанными машинами.
Угловые шлифмашины (УШМ)
УШМ – альтернатива дорогим плоскошлифовальным машинам при обработке небольших поверхностей, а также в труднодоступных местах – под батареями, трубами, в углах и нишах, возле плинтусов и стен. Рабочая поверхность УШМ – плоский диск, на который насаживается абразивный инструмент.
Самая доступная угловая шлифмашинка – это болгарка. Для грубой шлифовки можно использовать лепестковые круги. Они состоят из жесткой основы, на которой по кругу закреплены полоски наждачной бумаги. Тонкую шлифовку лучше выполнять, используя резиновую насадку под круги на липучке (разной зернистости).
«Сапожок» — еще одна ручная УШМ. По своей форме напоминает сапог с плоским основанием, под которым спрятан шлифовальный диск. Благодаря такой конструкции, «сапожком» очень удобно обрабатывать участки, расположенные впритык к стенам, места под батареями или трубами.

Вибрационные шлифмашины
Вибрационная шлифмашина – компактный универсальный инструмент, применяемый для грубой и тонкой шлифовки разных деревянных поверхностей, в том числе и паркета. В процессе работы прямоугольная подошва машины вибрирует, с высокой скоростью совершая возвратно-поступательные движения небольшой амплитуды. С повышением амплитуды хода увеличивается и скорость шлифовки, однако уменьшается качество обработки.
На подошве вибрационной шлифмашины фиксируется наждачная бумага или абразивная сетка разной степени зернистости. Бумага может закрепляться на липучках или с помощью боковых зажимов. Металлические зажимы используются в большинстве конструкций, так как позволяют надежно зафиксировать на подошве шлифовальную бумагу (сетку) любого производителя.

Подошва – рабочий элемент вибрационных шлифмашин – может иметь разный размер. Самые ходовые машинки с традиционными размерами подошвы («стандарт») – примерно 100х200 мм. Но для узких, труднодоступных мест больше подходят агрегаты класса «мини» с размерами около 10х10 мм.
Платформы большинства шлифмашинок – прямоугольные или квадратные. К отдельному классу относят аппараты с треугольной подошвой. Они предназначены для обработки углов, элементов лестниц, поверхностей сложной формы. Треугольные платформы некоторых моделей бывают поворотными и съемными (для возможности установки другой площадки).
Основа подошвы бюджетных моделей чаще всего стальная или пластмассовая, а у более дорогих аналогов – изготовлена из алюминиевых или магниевых сплавов. В любом случае, качественная подошва характеризуется небольшой амплитудой вибрации при работе на холостом ходу (без нагрузки). К рабочей поверхности подошвы крепится мягкая накладка из резины или мелкопористого полимера. Полимер более плотный, чем резина, поэтому лучше «удерживает» плоскость.
Большинство моделей шлифмашин данного типа имеет двигатель с мощностью 150–300 Вт. Они легки, маневренны, но в то же время отлично справляются со своей функцией шлифовки. Существуют и более мощные машины, например, Makita 9046 (600Вт). Они отличаются более крупными размерами и весом, поэтому управляться с ними сложнее. Однако у таких машин есть существенное достоинство: они способны без перерыва (и перегрева!) работать на низких скоростях и получать более качественный результат обработки.
Амплитуда хода подошвы у вибрационных машин всегда небольшая, находится в пределах 1-6 мм. 5-6 мм – это самая большая амплитуда, позволяющая быстро отшлифовать поверхность. Но обработка при этом будет достаточно грубой. Чем меньше амплитуда, тем более качественной будет шлифовка.
Еще одна важная характеристика – скорость хода. На большой скорости машинка способна быстро снять толстый слой древесины. Это соответствует грубой шлифовке. Финишная тонкая шлифовка возможна при использовании машины с небольшой скоростью хода. Многие известные производители выпускают модели с регулируемой скоростью, что дает возможность настроить инструмент под разные цели обработки и под разные материалы.
Небольшой обзор, позволяющий понять, на что обратить внимание при выборе вибрационных шлифмашин:
Эксцентриковые шлифмашины (орбитальные)
Эксцентриковая машина (ЭШМ) работает на принципе совмещения вибрации и вращения. Можно сказать, что в одном аппарате совмещены вибрационная и дисковая шлифмашины. В результате такой комбинации получают отличное качество обработки поверхности в сочетании с высокой производительностью. Рабочая платформа ЭШМ – круглый диск («тарелка»).
Эксцентриковые шлифмашины считаются универсальными. Они подходят как для грубой шлифовки (циклевания), так и для финишной полировки при больших объемах работ.

Толщину снятого слоя древесины можно регулировать, сильнее или слабее нажимая на платформу. Производительность тоже можно корректировать, изменяя диаметр окружности вибрации (эксцентриковый ход). Чем меньше этот показатель, тем меньше производительность, но лучше качество обработки. И наоборот. Поэтому для первичной шлифовки устанавливают на машине большие окружности вибрации, а для завершающей (полировки) – малые.
Современные ЭШМ характеризуются мощностью двигателя в 200-900 Вт. Более мощные модели являются и более производительными. Они способны работать с более крупными подошвами, диаметром до 150 мм.
Вращательные движения шлифмашинки с регулировкой могут выполняться со скоростью 4000-14000 об/мин. Если регулировки нет, то этот показатель снижается до 12000 об/мин. Скорость колебательных движений при этом примерно в два раза меньше. Чем больше скорость машинки, тем грубее может быть шлифовка, но выше производительность.
Для работы очень важен и размер шлифовальной подошвы. Самые ходовые шлифмашины имеют диаметр «тарелки» 115 мм, 125 мм и 150 мм. Обычно уже в названии инструмента есть цифра, указывающая на размер подошвы. Большие «тарелки» предназначены для обработки больших плоских площадей, поэтому ими оснащают машины с высокой мощностью и производительностью. Шлифовка машиной с маленькой «тарелкой» будет выполняться дольше, однако ею можно точно обработать узкие и труднодоступные места.
Помощь в выборе может оказать видео-обзор, где прошли испытание «на профпригодность» несколько шлифмашин от разных производителей:
Советы, которые пригодятся при выборе
Если вы определились с оптимальным типом шлифмашинки, то осталось выбрать конкретную модель. Для этого вам пригодятся следующие советы:
- Для домашнего использования профессиональная дорогая модель не нужна. Если вы планируете использовать шлифмашинку разово или периодически (для ремонта поверхности, например), то оптимальным выбором станет инструмента класса «хобби». Модели высокого качества выпускают компании Bosch, Skil, Sparky, Black&Decker, Интерскол и Фиолент (российские производители).
- Большое значение имеет вес и габариты инструмента. Особенно, если этот инструмент ручной и работать с ним придется, удерживая в руках. При небольших объемах лучше предпочесть менее мощную, но более компактную, легкую и скоростную модель.
- Обратите внимание на эргономику. Необходимо, чтобы вам было удобно работать с инструментом. Посмотрите, где расположены выключатели, как просто (или сложно) меняются абразивные материалы, не будет ли при работе мешать сетевой шнур.
- Испытайте машинку прямо в магазине. Включите ее, пусть она поработает на холостом ходу. Так вы сможете оценить уровень исходящего шума и вибрации.
- Осмотрите машинку визуально. Все детали корпуса должны быть точно подогнаны друг к другу. Исключите наличие люфта у выдвижных элементов.
- Узнайте у продавца, насколько просто ремонтируется конкретная машина.
- Поинтересуйтесь об ассортименте и стоимости расходных (абразивных) материалов.
Только после полного ознакомления с этими пунктами можно делать окончательный выбор.
Полировка паркета своими руками
 Укладка паркета является первой процедурой на пути к получению красивого пола. Дополнительно понадобится провести еще много работ, таких как выравнивание, шлифовка и облицовка лаком.
Укладка паркета является первой процедурой на пути к получению красивого пола. Дополнительно понадобится провести еще много работ, таких как выравнивание, шлифовка и облицовка лаком.
Шлифовка паркета своими руками – в принципе простая процедура, однако понадобится учитывать ряд факторов. В данной статье мы более подробно рассмотрим эту процедуру и расскажем про шлифовальные машинки для паркета.
Отличие шлифовки от циклевки
Сегодня существует достаточно много оборудования и инструментов для обработки поверхностей. Для начала необходимо выявить основные отличия циклевки от шлифовки.
Циклевка – ручная шлифовка паркета циклей. Ее используют для снятия стружки.
Шлифовка, в свою очередь, выполняется при помощи специального оборудования. В зависимости от настройки инструмента оно может обрабатывать поверхность с разными параметрами.
У специалистов первый этап отделки паркета называется циклевкой, а дальнейшие работы – шлифовкой.
Учитывайте, что специального оборудования для циклевки не существует, просто некоторые инструменты для шлифовки иногда применяют и для циклевки.
Технология шлифовки паркета
Процедура шлифовки состоит из нескольких этапов. К ним относятся:
- Циклевка. При помощи шлифмашинки барабанного или ленточного типа выполняют циклевание паркета.
- Шлифовка. Для этой процедуры необходимо применять шлифовальное оборудование с мелкозернистыми насадками. В тяжелых для доступа участках обработка проводится при помощи угловых шлифмашинок.
- Финишная шлифовка. При помощи плоскошлифовального оборудования создается ровная поверхность.
- Обработка лаком и антисептиком.
Виды шлифовальных машинок
Чем шлифуют паркет? Видов шлифовального оборудования существует достаточно много. Они отличаются конструкцией, характеристиками и соответственно ценой. Далее мы более подробно рассмотрим каждый вид шлифмашинки, определим сильные и слабые стороны инструмента.
Шлифмашинки барабанного типа
 Машинка для шлифовки паркета барабанного типа является наиболее распространенным решением.
Машинка для шлифовки паркета барабанного типа является наиболее распространенным решением.
С помощью нее можно выполнить как циклевку, так и шлифовку поверхности. Конструкция изделия отличается своей простотой и надежностью.
В комплект поставки входят две разновидности шлифовальных барабанов – центрифугальная и вальцовочная.
С помощью такого оборудования можно произвести обработку деревянного паркета в трех направлениях.
Ленточные шлифмашинки
Такой инструмент применяют для обработки больших площадей с более грубым покрытием. Работать с таким оборудованием достаточно просто, благодаря хорошо продуманной конструкции.
Ленточная шлифмашинка может иметь разную мощность, и чем она выше, тем больше поверхности можно обработать без остановки.
Ленточная шлифмашинка оснащается специальным регулятором скорости абразивной ленты. Ее можно без труда демонтировать и установить новую при необходимости. В моделях высокого класса используется автоматическая центровка ленты.
Схему ленточной шлифмашины можно увидеть ниже.

Угловые шлифмашинки
Используются для отделки труднодоступных мест. Основным элементом в конструкции является шлифовальный диск. Новые модели оборудованы следующими функциями: регулирование числа оборотов устройства, защита от случайного включения и прочие.
Производителей таких приспособлений существует достаточно много. Самыми известными являются: Bosch, Sparky, Metabo и прочие.
Дисковые машины
 Такое устройство в основном применяется для финишной отделки паркета. Трехдисковым и однодисковым устройством выполняют финишную обработку.
Такое устройство в основном применяется для финишной отделки паркета. Трехдисковым и однодисковым устройством выполняют финишную обработку.
Выпускаются модели разных размеров и с различными насадками. Это позволяет добиться хорошей маневренности.
Такие устройства могут использоваться в качестве замены для угловых шлифмашинок.
Вибрационные машины
Такое оборудование является плоскошлифовальным. Универсальность устройства позволит произвести даже грубую первичную отделку. Работа осуществляется аккуратными движениями.
Расходными материалами для такого оборудования являются абразивные листы с разной степенью зернистости, сетки с напылением и ткани для шлифовки.
Эксцентриковые машины
 Это устройство объединило в себе принцип работы шлифовального круга и вибрационной машинки. В результате получился качественный инструмент, который позволит произвести идеальную обработку паркета.
Это устройство объединило в себе принцип работы шлифовального круга и вибрационной машинки. В результате получился качественный инструмент, который позволит произвести идеальную обработку паркета.
Производительность можно отрегулировать при помощи диаметра вибрационной окружности. Чем выше ее показатель, тем лучше будет качество обработки.
Важным параметром является также скорость, чем она выше, тем грубее будет шлифовка. Для паркета лучше использовать минимальный показатель скорости. Лак, которым покрыта поверхность паркета, крайне тяжело переносит высокую температуру. Подробный лайфхак о том, как выбрать шлифмашину, смотрите в этом видео:
Многие устройства оснащаются мешком для сбора пыли, что позволяет существенно снизить загрязнения, но не избавиться от них.
Процедура шлифовки паркета
Как шлифовать паркет? Шлифовка паркета своими руками – достаточно долгая процедура, которая осуществляется поэтапно.
Подготовка паркета
 Перед работой понадобится заранее вынести мебель из помещения. Затем производится внимательный осмотр паркета на наличие каких-либо дефектов. Чтобы обеспечить качественною обработку поверхности, рекомендуем простучать каждую планку паркета.
Перед работой понадобится заранее вынести мебель из помещения. Затем производится внимательный осмотр паркета на наличие каких-либо дефектов. Чтобы обеспечить качественною обработку поверхности, рекомендуем простучать каждую планку паркета.
Если звук глухой, значит, планка отклеилась, и под ней образовалось пустое пространство. Это можно легко исправить. Потребуется просверлить небольшое отверстие и с помощью шприца закачать туда небольшое количество клея. Затем с помощью тяжелого предмета придавите планку и дайте веществу высохнуть.
Поверхность понадобится хорошо отмыть, избавиться от шурупов или гвоздей. Иначе вы рискуете повредить абразивную шкурку.
Инструменты для шлифовки
Для самостоятельной обработки паркета вам потребуются следующие инструменты:
- Шлифмашина для паркета с возможностью осуществления циклевания. Устройство достаточно дорогое, но при необходимости можно взять его на время. С помощью него будет обработана основная площадь пола.
- Ленточное или угловое устройство для работы в тяжелых для доступа участках.
- Ручная цикля. Используется для циклевания труднодоступных участков.
- Наждачная бумага. Учитывайте, что чем меньше ее номер, тем больше будет зернистость.
- Шпаклевка для дерева. Пригодится для обработки отверстий.
- Паркетный лак высокого качества.
- Пылесос для удаления пыли и других мелких загрязнений.
Циклевка поверхности
 Для такой обработки рекомендуется применять оборудование ленточного типа со шкуркой № 40.
Для такой обработки рекомендуется применять оборудование ленточного типа со шкуркой № 40.
При помощи такого инструмента вы сможете обработать основную часть паркета, при этом отступ от стены должен составлять примерно 10 см.
Вдоль стен необходимо использовать ленточные или дисковые машины.
Учитывайте, что применять ручные шлифмашины для отделки всей поверхности паркета крайне не рекомендуется. Это может привести к образованию неровностей.
 Основной целью такой обработки является избавление от старого покрытия и выравнивание пола. Шлифовка первым делом проводится вдоль, а затем поперек.
Основной целью такой обработки является избавление от старого покрытия и выравнивание пола. Шлифовка первым делом проводится вдоль, а затем поперек.
При этом крайне важно наблюдать за шкуркой. Если она будет сильно изношена, на паркете образуются пятна темного цвета.
Для проверки пола понадобится использовать специальное строительное правило. Неровности не должны достигать 2-х мм.
Шпаклевка
После отшлифовки необходимо произвести шпаклевку. Раствор подбирается согласно фактуре и цвету покрытия. Наиболее распространенным вариантом является акриловая смесь на основе воды. Шпатель из металла поможет обработать отверстия.
Финишная шлифовка
После того, как шпаклевочная смесь затвердеет, осуществляется финишная шлифовка шкуркой № 120. При этом давление на пол понадобится уменьшить. Это можно осуществить при помощи специального винта на оборудовании.
Направление шлифовки должно соответствовать предыдущим работам. В результате вы получите гладкий паркет. Далее понадобится избавиться от пыли, для этого применяется пылесос высокой мощности. Подробные рекомендации по шлифовке паркета смотрите в этом видео:
Все эти процедуры не отнимут у вас более 6-ти часов.
Лакировка обработанного покрытия
Перед работой рекомендуется предварительно закрыть все окна и двери. Это поможет избежать сквозняков. Температура при такой обработке должна находиться в пределах от 22-х до 24-х градусов.
Лакировка состоит из следующих процедур:
- Грунтовка выступает в качестве первого слоя. Она значительно улучшит адгезию для дальнейшей обработки.
- После наносят три слоя лака. После каждого слоя осуществляется шлифовка специальной алмазной сеткой.
- Финальным покрытием является глянцевый гель. Он поможет закрепить лак на паркете.
 На этом процедура шлифовки паркета считается оконченной. Как видите, отшлифовать поверхность достаточно просто.
На этом процедура шлифовки паркета считается оконченной. Как видите, отшлифовать поверхность достаточно просто.
Главное, правильно подобрать все необходимые инструменты.
Если вы новичок в строительном деле, лучше все-таки будет обратиться за помощью к профессиональной бригаде.
Шлифовальные станки – разновидности, назначение, особенности
Шлифовальный станок – это устройство, используемое для обработки заготовок из различных материалов абразивным инструментом и способное обеспечить шероховатость поверхности от 0,02 до 1,25 микрон. Шлифовальные станки, которые могут иметь различное конструктивное исполнение, позволяют эффективно решать задачи, связанные с обработкой поверхностей деталей, изготовленных из разных материалов.

Одна из многочисленных разновидностей шлифовальных станков
Применение шлифовальных станков
С помощью станка для шлифования можно осуществлять ряд технологических операций:
- шлифовку внутренних, а также наружных поверхностей деталей, имеющих различную форму и назначение;
- заточку инструментов различного назначения;
- обдирку, шлифование, а также отрезку отливок из металла, изделий со сложным профилем;
- обработку зубчатых деталей, а также деталей с резьбой;
- формирование на стальных прутках канавки шпоночного и спиралевидного типа.
Шлифовальный станок практически незаменим при работе с деталями, изготовленными из керамических и магнитных материалов и отличающимися сложностью обработки и высокой хрупкостью. Кроме того, шлифовальные станки способны выполнять технологические операции шлифовки и обдирки на высокоскоростных режимах, что делает такое оборудование эффективным и производительным. На этих станках можно в процессе обработки удалять с поверхности заготовки большое количество металла за короткий промежуток времени.
На видео ниже работа круглошлифовального станка с ЧПУ:
Все шлифовальные станки работают по одному принципу: обработка металла осуществляется за счет одновременного вращения абразивного круга и перемещения или вращения обрабатываемой детали. Рабочей поверхностью является периферия или торец абразивного круга, а заготовка движется по отношению к ней по прямолинейной или дуговой траектории. Любой шлифовальный станок содержит в своей конструкции несколько кинематических цепей, которые обеспечивают:
- передвижение рабочего стола в продольном и поперечном направлении, что возможно благодаря гидравлическому приводу;
- вращение рабочего инструмента – шлифовального круга, осуществляемое за счет индивидуального привода рабочего инструмента;
- подачу заготовки или инструмента в поперечном направлении за счет гидравлического или электромеханического привода;
- правку круга, которую можно выполнять вручную за счет использования электромеханической либо гидравлической системы;
- вращение заготовки или рабочего стола;
- подачу рабочего инструмента на глубину, что может выполняться за счет гидравлического или механического привода.
Классификация шлифовального оборудования
В зависимости от области применения станки для шлифования подразделяются на целый ряд типов.
Это оборудование предназначено для шлифовки цилиндрических (Ø 25–600 мм) и конических заготовок. Такие станки имеют в своей конструкции шпиндель, вращающийся в горизонтальной плоскости, который может передвигаться на специальных салазках. Деталь, требующая обработки, может зажиматься в патроне или между центрами задней и передней бабки.

Такие станки применяются для шлифования наружных и торцевых поверхностей цилиндрических заготовок (Ø 25–300 мм), а также деталей конической формы. Для выполнения обработки заготовки могут фиксироваться в центрах или в патроне.

Универсальный круглошлифовальный станок
Шлифовальные станки этого типа используются для обработки цилиндрических (Ø 150–400 мм), конических и профильных заготовок, которые фиксируются в центрах оборудования. Обработка осуществляется за счет поперечного движения (врезания) абразивного круга.

Круглошлифовальный врезной станок
Обработка на таком оборудовании может выполняться по двум схемам: на проход (цилиндрические поверхности (Ø 25–300 мм)) и методом врезания (цилиндрические, конические и профильные поверхности). Отличительной особенностью шлифовальных станков данного типа является то, что в их конструкции не предусмотрены центры для фиксации заготовок.

Бесцентровый круглошлифовальный станок
Сюда относятся станки для шлифования прокатных вальцов цилиндрической, конической и профильной конфигурации. Фиксация заготовок на станках этого типа осуществляется при помощи центров оборудования.

Для шлифования шеек коленчатых валов
На таких станках, работающих по методу врезания, выполняют одновременную или последовательную шлифовку шатунных шеек коленчатых валов.
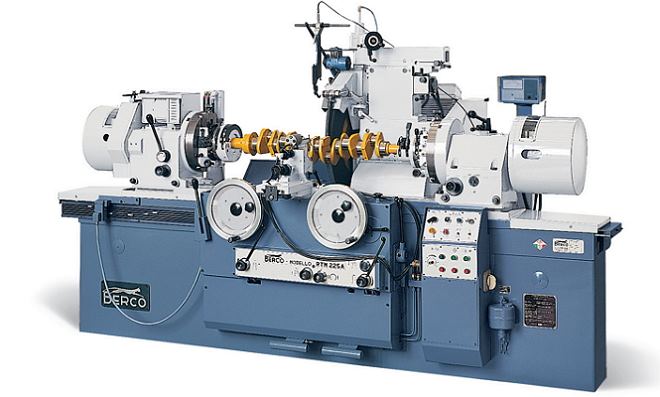
Станок для шлифования шеек коленчатых валов
Эти устройства позволяют обрабатывать цилиндрические и конические отверстия в широком интервале размеров (диаметром 1–10 см на настольном шлифовальном станке и до 100 см – на производственном).

Обработка на таком оборудовании выполняется торцом или периферией абразивного круга. Шлифовальные станки этого типа могут оснащаться дополнительными устройствами, что дает возможность выполнять на них обработку заготовок из металла сложной конфигурации. В зависимости от расположения шпинделя плоскошлифовальные станки могут быть горизонтальными и вертикальными. В конструкции таких устройств также может быть предусмотрена одна или две колонны.

На этом оборудовании можно одновременно выполнять обработку двух плоских поверхностей, что значительно увеличивает его производительность. Такие шлифовальные станки, на которых обрабатываемые детали фиксируются на специальном подающем устройстве, могут быть вертикального или горизонтального типа.

Двухсторонний плоскошлифовальный станок
Максимальная длина направляющих, которые можно обрабатывать при помощи этих шлифовальных станков, составляет 1000–5000 мм. Направляющими таких типов оснащены станины, рабочие столы, салазки и другие узлы оборудования различного назначения.
Такие шлифовальные станки служат для заточки различного инструмента с максимальным диаметром 100–300 мм (метчики, развертки, зенкеры, фрезы и др.). Технические возможности оборудования этого типа позволяют оснащать его дополнительными приспособлениями для обработки цилиндрических заготовок, а также для внутреннего и торцевого шлифования.

Универсальный заточной станок
Это шлифовальное оборудование применяют для обдирки и зачистки поверхности заготовок методом шлифования. На таких станках используются абразивные круги диаметром 100–800 мм.

Это шлифовальное оборудование применяется для выполнения притирки заготовок с плоскими и цилиндрическими поверхностями. Диаметр абразивных дисков, которые устанавливаются на таких станках, составляет 200–800 мм.

На этом оборудовании выполняют притирку калибровочного и измерительного инструмента, изготовленного из металла. Максимальный диаметр калибров и инструментов, которые можно обрабатывать на станках этого типа, – 50–200 мм.
С помощью такого оборудования выполняют притирку отверстий, максимальный диаметр которых составляет 100–300 мм.

Это станки, предназначенные для выполнения отделочных (притирочных) операций. На таких устройствах обрабатывают различные изделия из металла: коленчатые валы с максимальным диаметром 100–200 мм, шпиндели оборудования, поршни и др.
Такие станки служат для выполнения полировки деталей из металла. На этом универсальном оборудовании можно выполнять полировку плоских, цилиндрических, конических, внутренних поверхностей, а также заготовок сложной конфигурации. В качестве рабочего инструмента на этих станках может быть использован бесконечный ремень шириной 100–200 мм или мягкий полировальный круг диаметром 100–200 мм.

Существуют также хонинговальные станки, которые используются для выполнения тонкого шлифования (0,04–0,08 мм на диаметр).

Делаем простейший шлифовальный станок своими руками
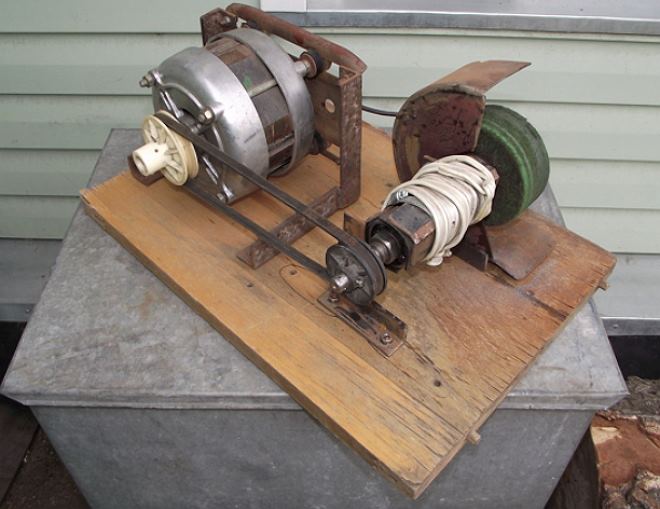
Учитывая тот факт, что серийное шлифовальное оборудование стоит недешево, есть смысл задуматься над тем, чтобы изготовить такой станок своими руками. Даже простейший самодельный станок, сделать который совсем несложно, позволит вам с высокой эффективностью и качеством выполнять шлифовку заготовок различной конфигурации.
Несущим элементом самодельного станка для выполнения шлифовальных работ является станина, на которой закрепляются два барабана и электрический двигатель. Для изготовления станины можно использовать толстый стальной лист, из которого вырезается площадка требуемого размера.
С двигателем все намного проще: его можно снять со старой стиральной машины, которая уже отслужила свой срок. Барабаны можно сделать наборными, для этого удобно использовать плиту ДСП, из которой вырезаются диски требуемого диаметра.

Простой самодельный станок из подручных средств
В качестве примера разберем последовательность действий по изготовлению самодельного шлифовального станка, станина которого имеет размеры 50х18 см. В первую очередь, из стального листа вырезают саму станину, а также рабочий стол, на котором будет закреплен электродвигатель. Размеры такого стола будут составлять примерно 18х16 см.
Важно, чтобы торцы станины и рабочего стола, которые будут соединяться, были обрезаны максимально ровно. Толстый лист металла, из которого вы будете изготавливать станину и рабочий стол, сложно разрезать вручную, поэтому лучше выполнить такую процедуру на фрезерном станке. В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов. Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки.
Еще один самодельный станок, собранный «на коленке»
Выбирая электродвигатель для своего самодельного шлифовального оборудования, важно обращать внимание на мощность: она должна быть не ниже 2,5 кВт, а частота вращения – около 1500 об/мин. Если использовать привод с более скромными характеристиками, то станок будет обладать невысокой эффективностью. Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана.
Выбирать диаметры барабанов следует в зависимости от того, с какой скоростью будет перемещаться абразивная лента. Так, если скорость движения ленты должна быть приблизительно 20 м/сек, то необходимо изготовить барабаны диаметром 20 см. Для установки натяжного барабана используется неподвижная ось, а ведущий фиксируется непосредственно на валу электродвигателя. Чтобы сделать вращение натяжного барабана более легким, используется подшипниковый узел. Площадку, на которой устанавливается натяжной барабан, лучше всего сделать с некоторым скосом, это обеспечит плавный контакт абразивной ленты с обрабатываемой заготовкой.

Вариант самоделки немного сложнее
Не составит особой сложности изготовить и барабаны для самодельного шлифовального станка. Для этого необходимо нарезать из ДСП квадратные заготовки размером 20 на 20 см, в центре каждой из которых просверливается отверстие. Затем эти заготовки собираются в пакет толщиной 24 см, который протачивается для формирования цилиндрического барабана диаметром 20 см.
Чтобы абразивная лента не проскальзывала на барабанах, на их поверхность можно натянуть широкие резиновые кольца, которые обычно нарезают из камеры велосипеда или мопеда. Ширина абразивной ленты, которую можно изготовить самостоятельно, должна составлять порядка 20 см.
Ленты для ленточно-шлифовальных станков
Как на производстве, так и в домашних условиях часто используются шлифовальные станки, рабочим инструментом в которых является матерчатая лента со слоем абразивного порошка. Основой таких лент является плотная материя (бязь, саржа) или специальная бумага, а абразивный слой на них фиксируется при помощи клеевого состава.
Эффективность использования такой ленты зависит от ряда параметров: плотности нанесения абразивного порошка и состава его зерен. Большей эффективностью отличаются ленты, порошок на которых занимает не более 70% их площади. Объясняется это тем, что обрабатываемый материал не забивается между абразивными зернами такой ленты. В качестве абразивного порошка, наносимого на рабочую поверхность ленты, могут использоваться как природные, так и искусственные материалы, но все они должны обладать высокой твердостью.
Одна из разновидностей ленточно-шлифовального станка
Классифицируются ленты, устанавливаемые на шлифовальный станок, по номеру, обозначающему величину абразивных зерен, выраженную в сотых долях миллиметра. Надежность и эффективность такой ленты зависит также и от типа клея, который используется для фиксации абразивных зерен. На сегодняшний день используется два типа такого клея: мездровый и из синтетической смолы.
Как правило, ленточные шлифовальные станки применяются на деревообрабатывающих предприятиях. Лента на таких станках может также крепиться и на бобины, что позволяет отнести их к категории круглошлифовального оборудования. Но в большинстве случаев эти станки делают универсальными, выполнять на них обработку деревянных деталей можно как при помощи ленты, так и с использованием шлифовальных кругов.
Шлифовальный станок: разновидности, характеристики и принцип работы
 Шлифовальный станок выпускается для обработки материалов различной твёрдости. Благодаря ему можно выполнить доводку до необходимого состояния какой-то детали, имеющую плоскую, цилиндрическую или конусную поверхность.
Шлифовальный станок выпускается для обработки материалов различной твёрдости. Благодаря ему можно выполнить доводку до необходимого состояния какой-то детали, имеющую плоскую, цилиндрическую или конусную поверхность.
Обычно итогом шлифования является обработанная поверхность, которая имеет высокую степень чистоты и шероховатости. Финишная обработка материалов при помощи шлифовальных станков производится с применением специальных абразивных инструментов. К таким инструментам можно отнести войлочные или абразивные круги, наждачную ленту или абразивную пасту.
- Принцип работы
- Виды обработки
- Технические характеристики
- Виды шлифовальных станков по металлу
- Шлифовальный станок по дереву
- Виды шлифовки
- Виды станков по дереву
- Устройство
- Характеристики
- Техника безопасности
Принцип работы
Принципом работы шлифовального агрегата является вращательное движение режущего инструмента, а также возвратно-поступательный ход доски. Диск вращается на большой скорости и за один подход он может снять тонкий слой металла, а если постоянно и аккуратно двигаться вперёд и назад, то тогда будет обеспечиваться довольно медленная обработка всей поверхности детали.
Глубина шлифования, от которой зависит качество поверхности, будет обеспечиваться на различных станках по-разному. Обычно её можно регулировать с помощью автоматического перемещения рабочего стола вверх или вниз. На современных моделях местоположение по вертикальной оси изменяется при помощи специальной рабочей головки, которая имеет режущий инструмент.
Виды обработки
Современное оборудование позволяет выполнять очень большой и широкий спектр возможностей. Шлифовальные станки можно применять для достижения абсолютно разных целей.
Обычно с помощью станков производят следующие виды обработки наружных поверхностей:
 Обдирка черновой заготовки.
Обдирка черновой заготовки.- Доводка шероховатостей до нужного значения.
- Доводка габаритов детали до необходимого размера.
- Полировка деталей, имеющих коническую, цилиндрическую или плоскую поверхность.
- Заточка инструментов.
 Обдирка черновой заготовки.
Обдирка черновой заготовки.Технические характеристики
Нужно понимать, что для разных целей по обработке деталей, можно приобрести и разные шлифовальные станки. Но, так или иначе, при выборе следует обращать внимание на некоторые общие технические характеристики.
- Мощность привода.
- Расстояние от шпинделя до рабочего стола, которое влияет на толщину шлифовки обрабатываемой детали.
- Ход рабочего стола по осям Y и X, который обеспечивает ширину и длину шлифовки.
Ещё очень важной характеристикой является точность обработки, а также максимальная и минимальная поперечная подача и, разумеется, размер рабочего стола. На эти характеристики нужно обращать особое внимание при покупке этого вида аппарата.
Виды шлифовальных станков по металлу
Современные станки разделяются на несколько разновидностей, а зависит это от их предназначения.
- Круглошлифовальный станок. Назначение этого оборудования — обработка цилиндрических и конических поверхностей. А также такие станки могут обрабатывать торцевые поверхности. Круглошлифовальный станок может быть универсальным и простым. На универсальных станках устанавливается функция поворота шлифовального диска. Простые этой возможности лишены.
- Внутришлифовальный. Из названий можно понять, что предназначение станка — обработка поверхностей изнутри.
- Плоскошлифовальный. Предназначается для обработки сопряжённых плоских поверхностей, а также прямых деталей.
- Бесцентрошлифовальный. Такое оборудование применяется на крупносерийном производстве. Заготовку нельзя будет зафиксировать обычным способом, поскольку удерживаться она будет из-за силы вращения между специальным роликом и шлифовальным кругом. Два этих предмета будут вращаться в противоположных направлениях.
 Круглошлифовальный станок. Назначение этого оборудования — обработка цилиндрических и конических поверхностей. А также такие станки могут обрабатывать торцевые поверхности. Круглошлифовальный станок может быть универсальным и простым. На универсальных станках устанавливается функция поворота шлифовального диска. Простые этой возможности лишены.
Круглошлифовальный станок. Назначение этого оборудования — обработка цилиндрических и конических поверхностей. А также такие станки могут обрабатывать торцевые поверхности. Круглошлифовальный станок может быть универсальным и простым. На универсальных станках устанавливается функция поворота шлифовального диска. Простые этой возможности лишены.Шлифовальные станки можно приобрести при помощи специализированных сайтов, на которых реализуется только качественная продукция известных компаний.
Основным отличием плоскошлифовального и круглошлифовального станка является тип обрабатываемой детали. На круглошлифовальном агрегате можно обрабатывать детали типа вала, то есть трубы. А на плоскошлифовальном оборудовании обработка ведётся только плоских поверхностей, можно обрабатывать пластины.
Шлифовальный станок по дереву
Шлифовальный агрегат для обработки дерева является специальной конструкцией, которая создана для уменьшения шероховатости поверхности дерева, чтобы получить более приятную на ощупь поверхность. В зависимости от обрабатываемой поверхности, можно найти разные типы станка.
Виды шлифовки
Шлифовальный аппарат по дереву имеет разные характеристики, которые зависят от предназначения оборудования. Все станки изготавливаются специально для решения определённой задачи, что зависят от вида шлифовки.
Есть несколько видов абразивной обработки:
- Плоское шлифование применяется для обработки одиночных или сопряжённых плоских поверхностей.
- Ленточный тип обработки используется для финишной обработки плоских или сопряжённых поверхностей.
- Чтобы произвести круглое шлифование, используется специальный станок по дереву. В результате можно получить коническую или цилиндрическую поверхность из дерева.
 Плоское шлифование применяется для обработки одиночных или сопряжённых плоских поверхностей.
Плоское шлифование применяется для обработки одиночных или сопряжённых плоских поверхностей.Для каждого вида шлифования необходимо применять определённую модель станка. Некоторые можно сделать собственными руками, другие же являются более сложной конструкцией, а потому производством занимаются только специальные фирмы.
Виды станков по дереву
- Тарелочные или дисковые приспособления. Это очень распространённый вариант станков. В конструкцию входит специальный диск, к которому производится крепление абразивного материала. С помощью диска можно производить множество операции. Тарелочный тип станков для шлифования по дереву применяется очень часто. Тарелочный агрегат применяют для того, чтобы зачистить поверхность, которая имеет цилиндрическую, шаровую или конусную форму. Этот аппарат очень компактен и его можно установить на любой верстак. Производительность агрегата велика, поскольку он имеет хороший электродвигатель. Чтобы использовать таким видом оборудования не нужно обладать какими-то определёнными навыками.
- Ленточный станок используется уже несколько десятилетий. Он стоит относительно недорого, но имеет при этом высокую производительность. Процесс шлифования осуществляется с помощью специальной ленты, которую необходимо заменять, когда она сотрётся. Можно самостоятельно производить регулировку степени натяжения ленты. Чтобы повысить устойчивость ленты к истиранию, необходимо покупать такую, что делается с использованием графита. Такая лента будет гораздо больше стоить, но изготовить своими руками такую никак нельзя, к тому же она дольше прослужит. Чтобы зафиксировать ленту, надо применять резиновые ролики, которые будут контролировать её движение.
- Барабанный тип станка. Чтобы произвести обработку реек, досок или щитов, применяется именно такой вид оборудования. Процедура шлифования производится специальным цилиндром либо барабаном. Иногда устанавливают в конструкцию сразу несколько барабанов. Чтобы повысить эффективность модели, на барабан надевается абразивный материал разной зернистости. Таким образом, за один подход можно произвести черновое и чистовое шлифование, что повысит эффективность оборудования.
- Комбинированные модели ещё встречаются, они применяются в определённых ситуациях. Но такой вид станка нельзя использовать при массовом производстве. А также стоит запомнить, что если попросить производителя повысить точность обработки, то увеличится, соответственно, и цена станка.
 Барабанный тип станка. Чтобы произвести обработку реек, досок или щитов, применяется именно такой вид оборудования. Процедура шлифования производится специальным цилиндром либо барабаном. Иногда устанавливают в конструкцию сразу несколько барабанов. Чтобы повысить эффективность модели, на барабан надевается абразивный материал разной зернистости. Таким образом, за один подход можно произвести черновое и чистовое шлифование, что повысит эффективность оборудования.
Барабанный тип станка. Чтобы произвести обработку реек, досок или щитов, применяется именно такой вид оборудования. Процедура шлифования производится специальным цилиндром либо барабаном. Иногда устанавливают в конструкцию сразу несколько барабанов. Чтобы повысить эффективность модели, на барабан надевается абразивный материал разной зернистости. Таким образом, за один подход можно произвести черновое и чистовое шлифование, что повысит эффективность оборудования.Устройство
Степень выравнивания поверхности будет зависеть от применяемого абразивного материала, а также конструктивных особенностей самого станка. Обычно вручную очень трудно и долго производить шлифовку больших деталей, поэтому применяется механизация процесса, которая повышает производительность, а также увеличивает точность обработки деталей.
Типичный наждачный станок для дерева состоит из следующих элементов:
- Абразивная поверхность.
- Станина бывает разных размеров и форм, что позволяет размещать заготовки под разными углами.
- Приспособление, что позволяет обрабатывать круговые поверхности.
- Упор, позволяющий выполнить обработку в горизонтальной плоскости.
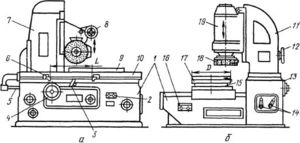 Абразивная поверхность.
Абразивная поверхность.Для станины обычно применяют сталь или чугун, поскольку эти материалы выдерживают высокие нагрузки и принимают на себя большую часть вибрации. Если изготавливать приспособление своими руками, то лучше использовать чугун, поскольку он стоит дешевле.
Характеристики
- Мощность является основным параметром, на который нужно обращать внимание. Мощность зависит от электродвигателя, который установлен в аппарате. Если покупать станок для производственных нужд, то мощность двигателя должна составлять 1 кВт и более.
- На работу также влияет ширина рабочей поверхности, поскольку, чем больше лента или барабан, тем большую производительность имеет модель. Но увеличенный размер может привести к тому, что станок будет сложнее монтировать, и он займёт очень много свободного пространства.
- Скорость движения абразивного элемента — очень важная характеристика. Несмотря на фиксированные показатели вращения шпинделя электродвигателя, движение абразивного материала может быть различным. Это достигается специальным приводом. Предел движения составляет 350−1800 метров в минуту.
- А также нужно смотреть на размер станка, поскольку приспособления имеет абсолютно разные габариты, и могут подойти не для любого участка.
Техника безопасности
Очень часто люди получают травмы различной степени по причине несоблюдения элементарных правил техники безопасности. Для того чтобы избежать таких неприятных последствий работы, нужно изучить меры предосторожности и правила работы со шлифовальным станком.
- Всегда надо работать только в защитных очках. Любой материал может в любой момент раскрошиться от воздействия оборудования, а его кусочки разлетятся в разные стороны и могут попасть в глаз. А ещё были случаи, когда шлифовальный камень из-за старости подвергался разрушению. Это тоже может стать причиной поражения открытых участков тела.
- Если имеются длинные волосы, то необходимо работать в шапочке, которая не даст локонам попасть во вращающиеся детали оборудования.
- Никогда нельзя стоять прямо перед станком. Лучше сделать полшага в сторону. Тогда никакая деталь не отлетит в туловище.
- Работать на станке нельзя в перчатках, поскольку их может затянуть внутрь вместе с рукой.
- Запрещается обрабатывать детали на шлифовальном станке в длинной одежде, поскольку ткань может легко намотаться на движущиеся предметы.
- Категорически запрещается подпускать к агрегату ребёнка. Нужно сразу предупредить его, что это не игрушка. В том случае, если такой аппарат стоит дома, то электрический шнур надо после работы подвешивать высоко, чтобы ребёнок не дотянулся до него и не подключил устройство к сети.
 Если имеются длинные волосы, то необходимо работать в шапочке, которая не даст локонам попасть во вращающиеся детали оборудования.
Если имеются длинные волосы, то необходимо работать в шапочке, которая не даст локонам попасть во вращающиеся детали оборудования.Шлифовальные станки

Шлифовальные станки – отдельная категория металлообрабатывающих станков, которые предназначены для производства операций шлифовки. Имеется несколько основных видов этих станков, которые различаются по конструкции, принципу работы и виду обрабатываемых поверхностей. Рассмотрим каждый из них по отдельности.
Круглошлифовальный станок
Станки кгруглошлифовальной подгруппы (рис. 1) предназначены для производства шлифовальных операций на наружных и внутренних поверхностях тел вращения.

Рисунок 1. Круглошлифовальный станок.
Конструктивно круглошлифовальный станок состоит из станины (1), стола (2) двух бабок (3,5), в которых закрепляется цилиндрическая или коническая деталь и приводной бабки (4), в которой закреплен рабочий орган. Рабочим органом на этом станке является шлифовальный круг. Здесь имеются различия в способе подачи вращательного движения, которые часто комбинируются в зависимости от требуемого эффекта:
- вращается сама заготовка;
- вращается шлифовальный круг;
- вращается и заготовка, и круг.
В общем случае заготовка закрепляется в центрах. Запускается приводной электродвигатель шлифовального круга. Выбирается скорость вращения круга и скорость подачи. Круг подается на заготовку. Осуществляется продольная подача с определенной скоростью. В процессе работы шлифовальный круг снимает металл с поверхности заготовки, тем самым сглаживая неровности и уменьшая шероховатость.
Также различаются способы подачи шлифовального круга при обработке детали (рис. 2).

Рисунок 2. Способы шлифования.
Основные способы шлифования поверхностей тел вращения следующие:
- с осуществлением продольной подачи;
- с заглублением;
- с врезанием;
- с последовательным врезанием;
- комбинированный.
Станки для круглого шлифования подразделяются на следующие категории:
- стандартные;
- специализированные;
- универсальные;
- бесцентровые;
- врезные.
Самым распространенным является стандартный круглошлифовальный станок.
Внутришлифовальный станок
Внутришлифовальные станки (рис. 3) предназначены для обработки внутренних цилиндрических, конически и сферических поверхностей.

Рисунок 3. Внутришлифовальный станок.
Процедура внутреннего шлифования предназначена для финальной обработки внутренних поверхностей деталей. Одним из положительных эффектов, помимо убирания неровностей и понижения шероховатости, является исправление отклонения внутренней поверхности детали от оси вращения. Такое отклонение появляется, как правило, из-за погрешностей при производстве предыдущих металлорежущих операций.
Плоскошлифовальный станок имеет две бабки. В одной из них установлен патрон. В патроне закрепляется деталь. Вторая бабка имеет собственный привод. В ней установлен держатель, в котором фиксируется шлифовальный инструмент. Передняя бабка неподвижна. Подача осуществляется перемещением задней бабки на салазках. Часто подобные станки оснащаются дополнительным подводом смазывающе-охлаждающей жидкости.
Плоскошлифовальный станок
Плоскошлифовальные станки (рис. 4) предназначены для обработки плоских поверхностей деталей с использованием абразивного инструмента, как правило, шлифовального круга.

Рисунок 4. Плоскошлифовальный станок.
Конструктивно плоскошлифовальный станок состоит из станины, на которой установлен стол. В нем закрепляется обрабатываемая деталь. На станине устанавливается суппорт. В зависимости от степени подвижности элементов, плоскошлифовальные станки подразделяются на три подгруппы:
- с подвижным столом;
- с подвижным суппортом;
- с подвижным столом и суппортом.
В суппорте имеется шлифовальная головка, в которой закрепляется абразивный круг. Приводится круг в движение электродвигателем. Для изменения частоты вращения имеется коробка скоростей.
Шлифование осуществляется возвратно-поступательными движениями заготовки относительно абразивного круга или с постоянной подачей в одном направлении до завершения прохода.
Бесцентрошлифовальный станок
Этот тип является разновидностью круглошлифовального станка. Бесцентрошлифовальный станок (рис. 5) используется для обработки деталей, закрепить которые в центрах не представляется возможным. Это связано либо с отсутствием возможности захвата детали патроном, либо с габаритами.

Рисунок 5. Бесцентрошлифовальный станок.
Бесцентрошлифовальный станок имеет два шлифовальных круга, каждый из которых приводится в движение собственным электромотором. Один из кругов, как правило, закрепляется статично или имеет настройку положения лишь по высоте. Второй круг подвижный и может перемещаться в более широких диапазонах. Снизу имеется так называемый опорный нож, который служит для поддержки обрабатываемой детали.
Различают три основные шлифовальные операции на этом станке.
- Продольное шлифование. Этой операции подвергаются детали с гладкими поверхностями различных длин и диаметров. Подача осуществляется при повороте одного из абразивных кругов или при изменении положения опорного ножа.
- Врезное шлифование. При помощи врезного шлифования обрабатываются детали с коническими и сферическими поверхностями, многоступенчатые валы и прочие детали с форменной поверхностью.
- Шлифование до упора. Применяется как промежуточная операция между продольным и врезным шлифованием. Таким способом обрабатываются детали, которые имеют слишком большую длину или такую форму поверхности, при которой другие типа шлифования не подходят. Когда шлифовальный круг подходит к своей крайней точки, деталь удаляется из зоны обработки и происходит повторная установка.
Хонинговальный станок
Хонинговальные станки (рис. 6) применяются для обработки наружных и внутренних поверхностей деталей, которые имеют цилиндрическую или коническую форму. Для проведения операции шлифования на этом станке применяется специальная хонинговальная головка.

Рисунок 6. Хонинговальный станок.
Шпиндель хонинговального станка в процессе работы совершает одновременно возвратно-поступательные и вращательные движения. При этом на поверхность обрабатываемой детали наносится своеобразный микрорельеф.
Операция хонингования наиболее широко применяется в автомобилестроении. Внутренняя поверхность цилиндров ДВС шлифуется именно таким способом. После хонингования на поверхности цилиндров образовываются микробороздки, которые удерживают масло, что увеличивает ресурс двигателя.
Подписывайтесь на нас в Телеграм, Яндекс Дзен и во Вконтакте.





