Как сверлить кафельную плитку


Содержание
Содержание
Критерии оценки мужественности со временем стали строже. Если совсем недавно, чтобы подтвердить свое доминирование, достаточно было вбить гвоздь в стену, то сегодня необходимо уметь сверлить кафель. Ведь плитка находится повсюду, и везде требуется что-то повесить, прикрепить, прицепить. Волей-неволей приходится приобретать новые навыки. Тем более сделать это достаточно просто.
Ошибки при сверлении плитки
По сколам на глазури и трещинам в самой плитке можно зразу определить — работал знаменитый мастер, но пока без опыта. Основная причина появления упомянутых дефектов — направленные удары большой силы. Керамические изделия их не выдерживают, поэтому их нельзя сверлить в ударно-поворотном режиме. Помимо неправильного выбора режима работы, существует еще несколько причин, приводящих к порче керамики:
- высокая скорость вращения сверла, перегревающего керамику;
- чрезмерное давление на инструмент;
- неправильный выбор сверла;
- изменение угла наклона при работе с инструментом;
- скольжение сверла по гладкой поверхности.

Также к появлению трещин приводит спешка, когда к выполнению работ приступают почти сразу после укладки плитки. По технологии сверлить можно через 2 дня после выполнения облицовки. Чтобы уменьшить вероятность появления сколов или трещин, рекомендуется смещать центры отверстий ближе к середине плитки. Поскольку это не всегда возможно, при выполнении работ в непосредственной близости от краев необходимо действовать с двойной осторожностью.
Чем можно сверлить
Фактически для сверления плитки годится любой инструмент — дрель, шуруповерт, перфоратор. Однако на окончательный выбор влияют нюансы. Ведь каждый из инструментов подходит для работы в определенных условиях. Также имеет значение вид крепежных элементов и глубина отверстий в стене.
Можно ли сверлить шуруповертом
В безвыходном положении при желании отверстия в плитке можно сделать даже при помощи ручной дрели. Так что шуруповерт тем более справится с такой задачей при условии, что у него хватит мощности и заряда батареи.

Однако перед началом работы с этим электроиструментом требуется учесть, что он не сможет просверлить бетон и крепкий кирпич. То есть его можно использовать для керамики, наклеенной на гипсокартон или пеноблоки. Если стена твердая, понадобится более мощный инструмент.
Как сверлить дрелью
Этот электроинструмент лучше всего подходит для работы с керамикой. Ведь у него незначительная масса и подходящая мощность. Алгоритм сверления дрелью можно использовать в качестве эталона для работ и с другим инструментом:
- Зажмите сверло в патроне и убедитесь, что оно установлено без перекосов. В противном случае оно может начать «скакать» по плитке и с высокой долей вероятности испортит ее.
- Наклейте на место сверления полоску широкого малярного скотча. Он позволит равномерно распределить нагрузку по всей площади плитки.
- Наметьте маркером центр будущего отверстия и накерните его. Это не даст сверлу уйти в сторону на первых же оборотах. Накернить плитку можно также гвоздем, саморезом и любым другим острым твердым предметом. Делать это нужно осторожно, без сильных ударов. Иногда вместо кернения используют специальные шаблоны, но это вариант больше подходит для бурения коронками отверстий с диаметром больше 12 мм.
- Настройте при помощи регулировочного колесика на кнопе инструмент на работу в режиме 400 об/мин. Достаточно провернуть его до середины, а затем контролировать обороты давлением на кнопку.
- Начинайте сверлить на малых оборотах с постепенным увеличением интенсивности вращения после того, как сверло на четверть углубится в плитку. Давление на инструмент должно быть все время умеренным и одинаковым.
- Следите, чтобы угол между сверлом и плиткой был прямым и не менялся в процессе работы.
- Остужайте сверло каждые 10–15 секунд. Для этого достаточно смачивать его в воде.

В зависимости от вида несущей поверхности после прохождения плитки может понадобиться поменять сверло и режим работы. Причем с кирпичными стенами можно продолжить работать дрелью, а для бетонных поверхностей лучше взять перфоратор.
Что делать, если у вас только перфоратор
Мощным и тяжелым инструментом можно, но неудобно сверлить плитку. В основном его используют опытные мастера, когда забывают взять на объект дрель. В такие моменты они становятся последователями философии «используй то, что под рукою, и не ищи себе другое». Однако рядовой обыватель — не мастер с многолетним опытом, поэтому должен трезво оценивать свои возможности и знать о минусах работы с перфоратором при сверлении плитки:
- тяжесть и габариты инструмента мешают нормально работать — постоянно меняется угол наклона;
- увеличенная длина сверл провоцирует небольшой люфт при их вращении, из-за которого можно испортить плитку;
- слишком большая скорость вращения может спровоцировать перегрев плитки и нарушение ее целостности.

Такой способ подойдет только в том случае, если в наличии облегченная модель перфоратора и нужно просверлить всего пару отверстий. Во всех остальных ситуациях лучше купить шуруповерт или дрель.
Какие сверла нужно использовать, что еще необходимо
Среди широкого ассортимента оснастки для сверлильных аппаратов можно легко растеряться и выбрать совсем не то, чем действительно правильно проводить работу с плиткой.
Режущий инструмент по металлу и дереву не годится для работы с керамикой. Для этих целей предусмотрены копьевидные сверла с твердосплавными наконечниками. Также для этих целей разработан режущий инструмент с алмазной крошкой.

Однако при выборе нужно учитывать дальнейшее бурение стен под дюбеля. Если несущая поверхность бетонная или кирпичная, копьевидные сверла придется заменить на твердосплавные, с тупым наконечником.

Когда требуется выполнить монтаж смесителя или розетки, потребуются коронки соответствующего диаметра. Их режущая часть должна иметь карбидо-вольфрамовые наконечники или алмазное напыление.

Также можно использовать сверла с регулируемыми резцами, которые в народе именуют «балеринками». При выборе режущего инструмента нужно обращать внимание на наличие центровочного сверла. У коронок с алмазным напылением его часто нет, поскольку они предназначены для работы на стационарных станках с водяным охлаждением.

Дополнительные приспособления
Помимо простых шаблонов, производители строительного инструмента разработали более совершенные устройства для позиционирования.

Они обеспечивают точное и качественное сверление. Такие устройства оснащены присосками, позволяющими зафиксировать шаблон или упор на лицевой поверхности кафеля. Их можно крепить на вертикальную и горизонтальную поверхности.

Дополнительные рекомендации
Перед сверлением на стене рекомендуется попрактиковаться на обрезках плитки, которые должны оставаться после укладки. Для тренировки лучше купить отдельное сверло, чтобы основные работы выполнять новым режущим инструментом. Особенно это актуально для керамогранита, который прочнее обычной керамической плитки.

Кроме этого, перед разметкой следует проверить, где проходят трубы с водой и электропроводка. Мастера с недостатком опыта из-за спешки часто нарушают эти коммуникации. Проще всего это сделать при помощи мультидетектора или детектора проводки.
Если этого прибора нет, трубы можно найти путем простукивания стен — в местах их прохождения звук будет отличаться. Проводку таким способом найти не получится.
Заключение
Экономия времени и приобретение практических навыков могут быть сведены на нет испорченной плиткой. Однако от ошибок, в результате которых на плитке появляются трещины и сколы, не застрахованы даже профессионалы. Если есть желание попробовать свои силы в чем-то новом, не нужно отказывать себе в удовольствии.
Сверло для керамической плитки: виды, правила работы со сверлами для кафеля
Чтобы сделать ванную и туалетную комнаты более комфортными и удобными, в них размещают различные аксессуары и мебельные элементы. Для качественного монтажа, который не должен стать причиной ухудшения декоративных характеристик только что отделанных поверхностей, оптимально подходит такой инструмент, как сверло для плитки. Его использование позволяет не только получать качественные отверстия в керамической плитке, но и выполнять сверление с максимальной эффективностью.

При выборе сверла для плитки необходимо учитывать материал, из которого она изготовлена
Что следует учитывать при сверлении керамики
При необходимости выполнения сверлильных работ по плитке следует правильно выбрать модель электрической дрели. Подойдут те модели, которые могут работать на невысоких скоростях и в которых отсутствует или может отключаться ударный режим сверления. Таким образом, для того чтобы качественно просверлить отверстие в керамической плитке, оптимально подходят следующие устройства:
- электродрели, которые могут работать на минимальной скорости вращения режущего инструмента;
- аккумуляторные шуруповерты, максимальная скорость вращения патрона которых не превышает значения 800–1000 об/мин;
- низкоскоростные шуруповерты, работающие от центральной электрической сети.

Основные типы сверл для плитки
Сверло для кафеля или керамической плитки отличается своей конструкцией от инструмента, используемого для сверления любого другого материала. Обработка плитки с помощью специального сверла осуществляется за счет сил трения, создаваемых абразивным материалом, нанесенным на рабочую поверхность инструмента. Рабочая часть сверла для керамики или любых других подобных материалов может иметь стреловидную или корончатую конфигурацию. В подобных ситуациях также часто используют инструмент с регулируемым диаметром обработки, который в обиходе называется балеринкой.
При выполнении сверлильных работ по керамической плитке важно придерживаться определенных правил, которые позволят получить качественный результат:
- Необходимо постоянно контролировать температуру сверла и обрабатываемой керамической плитки, так как их перегрев может привести к выходу из строя инструмента и появлению трещин на поверхности изделия. Чтобы не допускать перегрева, зону обработки и сверло надо периодически поливать водой.
- Давление, оказываемое на дрель в процессе работ по керамике, не должно быть слишком слабым (в таком случае просверлить плитку не удастся) и слишком сильным (это может привести к поломке обрабатываемого изделия).
- Сверло должно вращаться медленно и только по часовой стрелке, реверсный режим использовать нельзя, так как это может привести к растрескиванию плитки.
- В том случае, если необходимо выполнить сверление не в самой плитке, а в зазоре между двумя расположенными рядом изделиями, сверло следует располагать строго посередине межплиточного шва. Очень аккуратно следует сверлить отверстия, если они располагаются в непосредственной близости к такому шву. В этом случае сверло может легко соскользнуть в шов, и получить отверстие в требуемом месте не удастся. Следует также учитывать, что по краям плитки толщина нанесенного на нее защитного слоя минимальна (либо его нет вообще), поэтому при сверлении в таких местах от плитки могут откалываться кусочки материала.

Наклеенный перед разметкой малярный скотч поможет сделать отверстие более аккуратным
Очень часто можно встретить совет по предварительному кернению поверхности плитки в том месте, где необходимо просверлить отверстие. Конструкция современных сверл, используемых для работ по плитке, разработана таким образом, что выполнять эту процедуру, которая может легко привести к поломке изделия, нет никакой необходимости.
Одно из главных правил: каким бы сверлом вы не пользовались, оно всегда должно быть острым.
Как выполнить в плитке отверстие небольшого диаметра
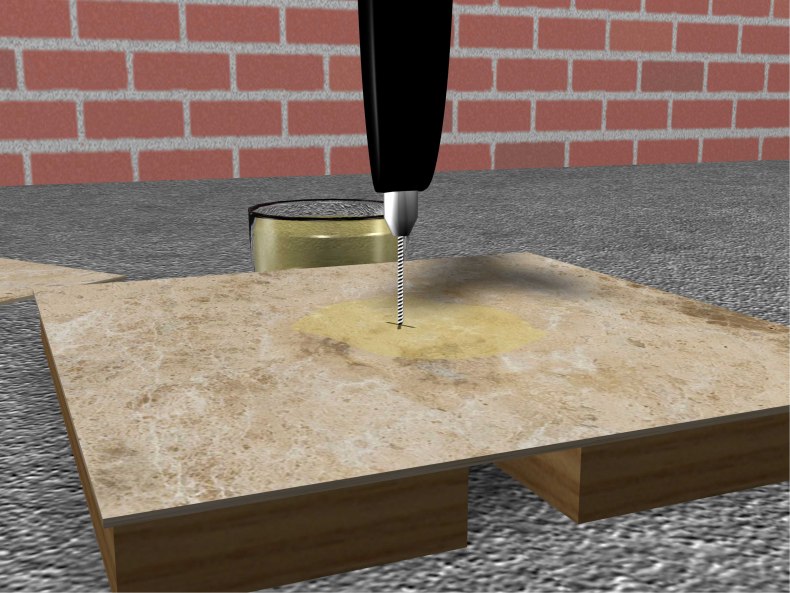
Очень часто, чтобы закрепить на поверхности стены полки или любые другие предметы, отверстие необходимо просверлить в уже приклеенной плитке. В такое отверстие, которое должно иметь достаточно большую глубину, затем вставляют дюбель и вкручивают саморез. Сверла для керамической плитки в подобных случаях используются в комплекте с электрической дрелью, а после того как инструмент просверлит плитку насквозь и войдет в стену, отверстие можно доработать, используя перфоратор. Так же, как и во всех остальных случаях, сверление зафиксированной на стене плитки необходимо выполнять на небольших оборотах.

Сверла для перфоратора с копьевидным твердосплавным наконечником
Выбор сверла
На современном рынке представлено множество сверл, которые можно успешно использовать для выполнения работ по плитке. Следует иметь в виду, что правильный выбор инструмента напрямую влияет на результат обработки. Для того чтобы решить вопрос о том, каким сверлом сверлить керамическую плитку, следует разобраться в видах режущих инструментов.
- Наибольшую эффективность при выполнении сверлильных работ по керамике демонстрирует инструмент, на рабочую часть которого нанесено алмазное покрытие. Следует иметь в виду, что стоит он достаточно дорого, поэтому приобретать его для разовых работ по плитке не имеет смысла. Такие сверла для работ по керамике, как правило, используют специалисты, которым приходится часто сверлить плитку.
- Для сверления плитки также используются копьевидные сверла, рабочий наконечник которых выполнен из твердосплавной пластины, заточенной в форме копья. Их применение минимизирует риск раскола плитки. Конструкция этих сверл специально разработана для такого твердого и хрупкого материала, как керамика. Режущие кромки сверл данного типа располагаются под достаточно острым углом, благодаря чему уменьшается площадь соприкосновения инструмента с обрабатываемым материалом, поэтому на дрель при использовании копьевидных сверл можно оказывать минимальное давление.
- Самым простым вариантом инструмента, который можно применять для сверлильных работ по плитке в тех случаях, когда ничего другого нет под рукой, являются сверла для бетона, оснащенные твердосплавным наконечником. Работая с такими сверлами, конструкция которых не предназначена для сверления плитки, следует соблюдать максимальную осторожность, так как очень велик риск поломки обрабатываемого изделия.

Сверление кафельной плитки трубчатым сверлом с алмазным покрытием
Практические рекомендации
Сверление в плитке отверстий небольшого диаметра выполняется в следующей последовательности:
- На то место на поверхности плитки, где необходимо просверлить отверстие, наклеивают кусочек пластыря или бумажный скотч. При этом центр будущего отверстия обозначается при помощи маркера.
- На первоначальном этапе сверления дрель выставляют на минимальное количество оборотов. Их можно увеличить после того, как инструмент врежется в плитку хотя бы на небольшую глубину. При этом, как уже говорилось выше, ни в коем случае нельзя использовать ударный режим работы дрели.
- После того как плитка просверлена насквозь и режущая часть инструмента достигла поверхности бетонной или кирпичной стены, сверло для работ по керамике необходимо заменить на более подходящее. Для формирования отверстия в стене, на которой закреплена уже просверленная плитка, можно использовать ударный режим работы дрели или перфоратора.
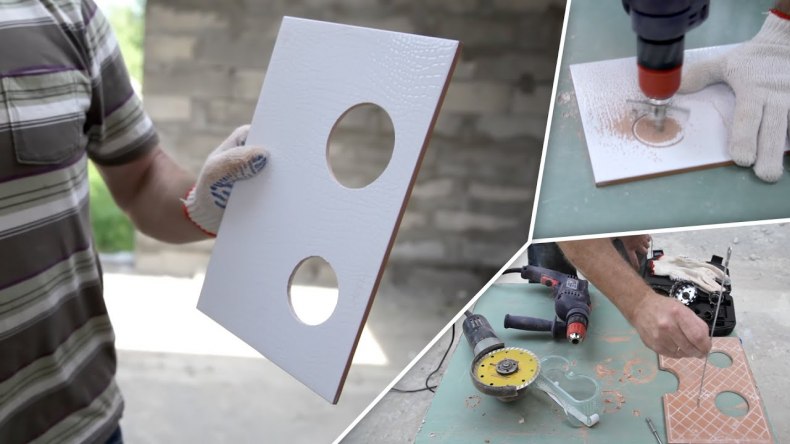
Как просверлить в плитке отверстие большого диаметра
Необходимость просверлить в кафельной плитке отверстие большого диаметра возникает в тех случаях, когда требуется выполнить монтаж труб или других сантехнических коммуникаций, а также подготовить место для установки электрической розетки.
Основные инструменты
Для вышеуказанных целей может быть использован инструмент двух основных типов:
- сверла корончатого типа;
- инструмент с регулируемыми резцами, который больше известен под названием «балеринка».

Рассмотрим более подробно эти насадки для сверления
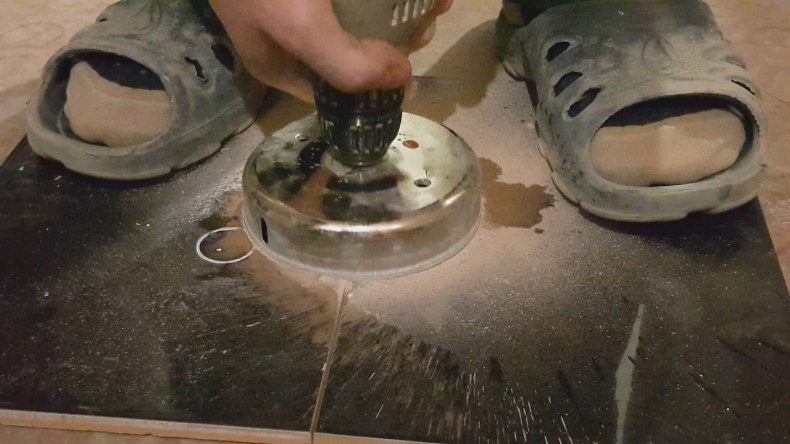
- Наиболее эффективным, но и самым дорогим инструментом для сверления отверстий большого диаметра в керамической плитке является корончатое сверло, на рабочую часть которого нанесено алмазное напыление. Работают таким инструментом, который в процессе сверления необходимо охлаждать водой, также на небольших оборотах дрели, так как сверла данного типа очень критично относятся к перегреву.
- Более недорогим вариантом является сверло корончатого типа, рабочая часть которого оснащена зубьями из твердого сплава. Таким инструментом можно просверлить ограниченное количество отверстий, после выполнения которых сверло приходит в негодность. Используя инструмент данного типа, можно выполнять сверление отверстий, диаметр которых доходит до 15 см. Этого вполне достаточно для того, чтобы, например, выполнить монтаж канализационной трубы. Однако даже если соблюдать максимальную аккуратность, края отверстий, полученных с помощью такого сверла, будут выщербленными и неровными.
- Еще более простой инструмент, который можно использовать для сверления в плитке отверстий большого диаметра, – это балеринка. Ее конструкция включает в себя центральное сверло копьевидного типа, кронштейн, на котором имеется зажимное устройство для резца. Изменяя положение резца, перемещая его по кронштейну относительно центрального сверла, можно создавать в плитке отверстия разного диаметра. Такой недорогой инструмент чаще всего используют для выполнения работ по плитке в домашних условиях.

Работая такой «балеринкой» с защитной корзинкой, можно не опасаться вылета осколков
Советы специалистов
Чтобы просверлить в керамической плитке отверстие большого диаметра, можно воспользоваться следующими рекомендациями:
- Контуры отверстия, которое необходимо просверлить, надо предварительно разметить, а на соответствующий участок плитки наклеить пластырь или бумажный скотч. Для решения этой задачи можно использовать трафарет, вырезанный из листа фанеры или ДВП.
- Если отверстие большого диаметра необходимо выполнить в плитке, которая еще не зафиксирована на стене, изделие укладывают на ровную и жесткую поверхность и фиксируют.
- Сверление плитки начинают выполнять на небольших оборотах инструмента, контролируя, чтобы его режущая часть располагалась параллельно поверхности обрабатываемого изделия.
- При сверлении как коронкой с алмазным напылением, так и любым другим инструментом желательно использовать воду, которая позволит не только охладить сверло и не допустить его перегрева, но и предотвратить возникновение пыли в процессе обработки.
- При сверлении отверстия в плитке при помощи балеринки следует иметь в виду, что расстояние от центрального сверла до рабочего резца – это радиус отверстия, а не его диаметр.
Семь раз отмерь – один раз просверли
Сверление плитки, чем бы оно ни выполнялось, связано с образованием осколков обрабатываемого материала, поэтому следует обязательно надевать защитные очки. Чтобы получить качественный результат, надо выполнять сверление максимально аккуратно и не спеша, использовать для этого соответствующий инструмент и строго следовать всем технологическим рекомендациям. Кроме того, не стоит забывать и о том, что инструмент, применяемый для сверления плитки, необходимо постоянно охлаждать при помощи воды.
В заключение небольшое обучающее видео о том, как просверлить в керамической плитке отверстие большого диаметра.
Как просверлить плитку в ванной: рекомендации эксперта, как и чем сверлить керамическую плитку и керамогранит
Потребность проделать отверстие в кафеле или керамограните, которыми отделаны стены и пол ванной, появляется чаще всего после покупки навесных
- Полок;
- Вешалок;
- Шкафов;
- Зеркал.

Такая необходимость может возникнуть и при проведении ремонта, если понадобятся широкие пазы для монтажа водопроводной системы и подрозетников.








Содержание
Узкие отверстия для установки дюбелей
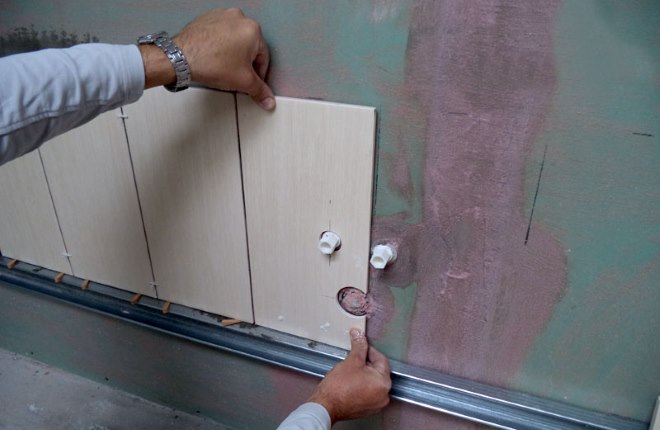
Когда хозяин квартиры решает оборудовать ванную навесными устройствами, то ему приходится фиксировать их на кафельной плитке, давно и прочно закрепленной на поверхностях ванной комнаты. В таком случае пазы требуются свосем не большие, достаточные для вхождения дюбеля диаметром от 4 до 12 мм.

Если же владелец жилья решает оснастить ванную подрозетником, то соответствующие пазы проделываются до начала облицовки.

В таких случаях из архитектурных элементов помещения выходит патрубок для подачи холодной или горячей воды, слива канализационных стоков, там также имеется вентиляционный ход.

Применяемые в ванной способы сверления
Если монтируемое оборудование массивное или крупногабаритное, то отверстия для него потребуются широкие. В этом случае используются следующие методы сверления:
- Посредством коронок;
- С помощью алмазного диска.










Отверстие под зеркала и полки
Для просверливания пазов диаметром около 10 мм применяются только узкие рабочие насадки. При этом они могут существенно различаться по конструкции.

При проведении таких работ будут нужны:
- Бытовая или профессиональная строительная дрель;
- Хотя бы самый простой перфораторный инструмент;
- Портативное средство для завинчиваниия шурупов с изменяемой скоростью патрона.

Особенности разметки на глянцевой плитке
Монтажная процедура по проделыванию пазов делится на несколько стадий. Сперва на низких оборотах просверливаетсся отверстие в керамическом декоративном материале. Затем проделывается паз в стене или напольном покрытии. Независимо от конструкции сверла следует проверить, насколько тщательно заточены режущие кромки.

Тщательно отполированный кафель практически невозможно разметить грифельным карандашом или фломастером, поэтому данную операцию осуществляют с помощью отезков пластыря или узкого скотча.

Рабочая насадка копьевидного типа
Индустрия строительных инструментов производит два вида таких насадок, позволяющих моментально бурить плитку и при этом очень экономно тратить деньги на расходники:
- Копье с 2 лопастями;
- Копье с 4 лопастями.

Основные отличия копьевидных насадок
Насадку с двумя лопастями приходится затачивать, когда рабочие кромки стираются до определенного уровня, заметно снижающего производительность.

Такая оснастка вполне доступна по цене, так как 6-миллиметровый вариант обходится примерно в шестьдесят рублей. Работа продвигается с высокой скоростью.
- Что касается четырехлопастного варианта, то его уже не удастся заточить так же просто и быстро, как двухлопастной аналог.
- Стоимость в данном случае будет намного выше, т.к. сверло диаметром 5 миллиметров обойдется в сто семьдесят рублей.

Несложно сделать вывод о том, что оно представляет собой насадку одноразового применения, но при этом вовсе не дешевую.

Точная разметка отверстия без керна
Ни одно из эти сверел не годится для бурения кладки из кирпича или бетона. Вот почему после прохождения данными насадками плитки возникнет необходимость установить в дрель перфораторный бур.

Также вполне подойдет аналогичная насадка для дрели, оснащенной функцией удара.
- Из-за того, что конечная часть копья по своей остроте мало уступает керну, в данном случае разметка отверстия керном не понадобится.
- Нужно лишь точно расположить дрель на месте будущего отверстия, несильно ударить по ее корпусу, и она сама сделает углубление, достаточное для продолжения операции.

Безударное сверление плитки
Рабочие насадки производят из твердого материала под названием победит. При этом конфигурация рабочей зоны спроектирована так, чтобы она позволяла быстро и безошибочно внедряться в сплошные материалы наподобие бетонных стен и кирпичной кладки.
- Дабы не повредить хрупкую керамическую облицовку, не следует применять при ее сверлении ударную функцию.
- Патрон должен вращаться со скоростью на уровне от восьмисот до девятисот оборотов в минуту.
- Лучше, если для данных работ будет применяться новое, ни разу еще не применявшееся сверло.

Важно отдавать себе отчет в том, что этот способ применим только по отношению к обыкновенному кафелю.

Ударное сверление керамогранитной плитки
Если же придется иметь дело с керамогранитом, то обойтись без задействования ударной функции будет довольно трудно, ибо одной только режущей способности сверла для достижения цели окажется недостаточно.

Независимо от ширины бура его наконечник проявляет тенденцию к соскальзыванию с выбранного места. Такова особенность глянцевого кафеля.

Разметка отверстия подручными средствами
Зачастую для нанесения разметки под сверление бывает вполне достаточно слегка разрушить эмаль стальным чертежным карандашом или достаточно острым саморезом. Такая операция позволит даже при использовании маломощной дрели добиться аккуратного и безошибочного углубления в керамику любой структуры.
Сверло, оснащенное круглым хвостовиком, обойдется в тридать-пятьдесят рублей. Простой перфораторный бур обойдется в пятьдесят — семьдесят рублей.

Модификации трубчатых сверлильных насадок
Цилиндрические сверлильные насадки делятся на два следующих типа:
- Обычное, представляющее собой трубку, оснащенную пазом для вытряхивания высверленного порошка и алмазным напылением на торце;
- Секторное, представляющее собой цилиндр, где вырезан сектор, внутри которого имеется алмазное напыление.

Обыкновенное трубчатое сверло является аналогом коронки. Разрушение среды осуществляется по контуру наружного кольца, центральная часть вынимается после завершения рабочего цикла.

Стоимость трубчатого сверла определяется методом нанесения рабочего алмазного слоя и колеблется от двухсот пятидесяти до трехсот пятидесяти рублей.
Как просверлить отверстие в керамической плитке: способы и этапы работы.
Если следовать рекомендациям и пользоваться соответствующим инструментом, вы справитесь с задачей довольно оперативно и эффективно. Рекомендации опытных строителей точно описывают порядок действий, поэтому запутаться в этапах не сложно. Самым легким действием будет покупка специального сверла по стеклу или керамике. Оно может быть перьевым или трубчатым. Перьевое сверло на наконечнике отличается твердосплавной насадкой, которая напоминает копье. Достоинство такого сверла в цене. Трубчатое же сверло работает при помощи алмазной крошки, поэтому справляется с самыми твердыми материалами.
1. Инструменты для работы
Чтобы правильно сделать отверстие в стене, не деформировав ее, нужно выбрать подходящие инструменты. У вас должны быть под рукой:
Пылесос для сбора пыли
Если нужно сделать отверстие в кафеле на стене большого диаметра, часто применяется сверло-балеринка.
Также используют круглые сверла с резцами, которые при помощи шестигранника устанавливают на одинаковом расстоянии от центра. Резцы же передвигаются на разное расстояние, поэтому вы легко сделаете отверстие нужного размера. Обозначьте требуемые параметры и, крепко прижимая плитку, сверлите при низких скоростях. Цена такого инструмента невысокая, приобрести его можно в любом строительном магазине.
Важно! Необходимо работать со сверлом-балеринкой на маленькой скорости, плотно придерживая кафель, чтобы возможные осколки из-под сверла не задели вас. На момент сверления старайтесь не дергать работающим инструментом, можно применять особый штатив для укрепления положения.
2. Как правильно просверлить плитку?
Процесс сверления кафеля обладает своими особенностями, маленькими секретами, знание которых упрощает задачу и позволяет дать исчерпывающий ответ. Нельзя делать отверстие по краям плитки и в местах пересечения. На момент сверления при периодическом выключении дрели нужно регулярно опускать сверло в воду, таким образом, инструмент не перегреется. Если вдруг на прилавке не оказалось требуемого сверла, можно использовать бур. Если необходимо сделать отверстие на маленькой скорости, применяется сверло по стали.
3. Как работать?
Способ сверления применяется для получения маленького отверстия. Перед этим необходимо сначала постучать по плитке: если звук глухой, можно смело начинать процесс, в других ситуациях – кафель может деформироваться. Необходимо заранее определить, где должно быть отверстие, и сделать пометку. Следите за тем, чтобы сверло не соскальзывало с гладкой поверхности. Решить эту задачу можно несколькими методами:
В центре отверстия нужно оббить немного эмаль с помощью дрели на низких скоростях
Место сверления нужно заклеить скотчем, чтобы удержать сверло на нужном уровне
Если вы не видите метку через ленту, тогда пометьте обозначение на ней. Иногда применяется кондуктор против скольжения – массивная доска из дерева или стали с отверстиями разных размеров. Он прикладывается к плитке в требуемом месте, прижимается или сверлится через отверстие
Перед сверлением кафеля нужно убедиться в том, что ударная опция отключена на инструменте
Затем начинайте медленно процесс сверления
Постепенно скорость необходимо увеличивать
Советуем сразу устранять появившуюся пыль пылесосом. Лучше, если вам будет помогать второй человек. Как только вы дойдете до основы плитки, сверло нужно поменять в соответствии с материалом и просверлить до необходимой глубины. Если нужно сделать отверстие в неприклеенном кафеле, сначала убедитесь, что он лежит на ровной основе
Кафель является востребованным материалом для отделки комнат, и необходимо знать способы его обработки, так как установка мебели неизбежна.
Существует еще один метод, как сделать отверстие в плитке большого размера. Но применять его нужно в том случае, если вы не успели положить плитку. Для этого плитку необходимо опустить в воду, затем указать параметры круга и просверлить дырку по нему. После этого центр круга убирается, вы получаете необходимое отверстие. Неровные края обрабатываются при помощи напильника. Отверстие в плитке может просверлить каждый человек – достаточно следовать рекомендациям специалистов. Нужно подобрать подходящее сверло, на момент работы не уводить в сторону и регулярно обрабатывать поверхность плитки водой.
Как и чем варить алюминий

Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.

Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.

Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.

Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.

Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.

Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Сварка алюминия – способы и технологии
Алюминий обладает большим списком достоинств, не зря его массово используют в самолетостроении. Но есть у него один недостаток – он трудно сваривается. Поэтому сварка алюминия и его сплавов – это удел высококвалифицированных сварщиков.

Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.
Способы сварки алюминия
Существует много способов сварки алюминиевых сплавов, где используются различные виды аппаратов и сварочных материалов. Основных же три:
- При помощи вольфрамового электрода с инертными газами.
- При помощи полуавтоматов в среде инертных газов.
- С помощью плавящихся электродов без газов.
Последний вариант можно назвать, как технология сварки алюминия без аргона.
Внимание! В процессе сварки алюминия или его сплавов важно разрушить оксидный слой, который расположен на поверхности металла. Поэтому в данном процессе используют или переменный, или постоянный ток обратной полярности.
Как правильно варить алюминий
Все начинается с подготовки деталей, а точнее, соединяемых кромок. Основная цель – очистить их от загрязнений. Поэтому кромки алюминиевых заготовок сначала очищаются химическими составами, после высыхания производится обезжиривание, для этого можно использовать любой растворитель: ацетон, уайт-спирит, авиационный бензин и прочие жидкости.
Если планируется сваривать толстые алюминиевые заготовки (больше 4 мм), то их кромки необходимо разделать. Вариантов разделки несколько, к примеру, создания конусных кромок. И последняя операция в процессе подготовки – это очищение кромок от оксидной пленки. Для этого можно использовать напильник или крупнозернистую наждачную бумагу. Как видите, подготовка алюминия к сварке – процесс совсем простой.
Технология сварки алюминия штучными покрытыми электродами
Сварка алюминия электродом (покрытым) имеет свой код обозначения по режиму сварки – MMA. Ее используют для соединения металлов толщиною не менее 4 мм, и когда производится сборка неответственных конструкций. Данная технология является низкокачественной, потому что в процессе сварки алюминия и его сплавов внутри шва остаются поры, что снижает его прочность. Во время самого процесса происходит разбрызгивание металла, плохо отделяются шарики застывшего шлака, которые увеличивают коррозию.
Особенности сварки алюминия покрытыми электродами:
- Варить можно только постоянным током с обратной полярностью.
- Сила тока рассчитывается из соотношения: на 1 мм толщины заготовок используется ток силой 25-30 ампер.
- Для образования качественного шва необходимо кромки двух свариваемых деталей нагревать до 300С, если толщина заготовок имеет среднюю величину. И до 400С при толстых заготовках.
- Подогрев и медленное остывание – обязательное правило, которое необходимо соблюдать, чтобы получить шов высокого качества.
- Сварку алюминия нужно выполнять непрерывно в плане использования одного электрода. Все дело в том, что при обрыве электрической дуги на ванне и на электроде образуется шлаковая пленка, которая перекрывает прохождение электрического тока, то есть, это препятствие повторному розжигу дуги.
- После окончания процесса шов нужно очистить от шлака, который станет причиной образования зон коррозии.
- Чистить можно горячей водой с последующей обработкой металлической щеткой.
Как сварить алюминий вольфрамовыми электродами в инертном газе
Это самый распространенный вариант, и его используют тогда, когда к прочности алюминиевых конструкций предъявляется жесткое требование. Для этого используется присадочная проволока диаметром 1,6-4 мм и сам вольфрамовый электрод диаметром 1,6-5 мм. А также защитный газ: аргон или гелий.
Электропитание сварочного процесса производится от источника переменного тока. Все параметры технологической операции зависят именно от выбранного оборудования. То есть, сначала определяются режимы сварки, после чего подбираются диаметры электрода и проволоки, скорость подачи аргона, сила тока и так далее.
Есть и свои особенности сварки алюминия по этой технологии:
- Длина дуги не должна быть больше 2,5 мм.
- Угол между плоскостью сварки и вольфрамовым электродом должна быть в пределах 80°.
- Между проволокой и электродом угол должен быть прямым.
- Сначала по шву движется присадочная проволока, а вслед за ней горелка с электродом.
- Никаких поперечных движений, только продольные, что обеспечит ровность сварного шва.
- Проволока подается в зону сварки возвратно-поступательными движениями. Это позволит равномерно заполнить ванну.
- Алюминиевые заготовки нужно обязательно укладывать поверх листа железа, который в этом случае будет отводить тепло от зоны сварки.
- Аргоновый газовый поток начинает подаваться до начала сварочного процесса за 4-5 секунд, а при окончании сварки выключается после через 6-7 секунд.
Как варить алюминий полуавтоматами
Это идеальный вариант, где используется аппарат для сварки алюминия. Он импульсного действия. То есть, в зону сварки подается импульс высокого напряжения, который быстро разбивает оксидный слой. После чего напряжение падает до базового уровня. Но на сегодняшний день эти аппараты очень дороги. Поэтому сварщики стали приспосабливать под данную технологию полуавтоматы, в которых даже отсутствует режим сваривания алюминия и его сплавов.
По сути, технология сварки алюминия точно такая же, как и стали. Только вместо стальной проволоки используется алюминиевая. Есть и другие особенности.
- Алюминиевая проволока плавится в несколько раз быстрее стальной, поэтому необходимо увеличить скорость ее подачи в зону сваривания.
- При нагревании алюминиевая проволока расширяется больше, чем стальная, поэтому рекомендуется приобретать специальный наконечник, обозначаемый буквами «Al».
- Так как алюминиевая проволока мягче стальной, то в процессе подачи ее в зону сваривания могут образовываться петли и скрутки, поэтому рекомендуется использовать для ее подачи механизм с четырьмя роликами.
Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (алюминиевый сплав) или самого алюминия может проводиться инвертором. Для процесса необходимо правильно подобрать электрод и ток. Что касается электродов, то лучше использовать марки ОЗАНА, ОЗА или ОЗР. Установка (настройка) тока должна учитывать высокие плавящиеся свойства металла. Для чего нет необходимости выставлять ток большой величины.
Внимание! Перед началом сварочного процесса рекомендуется электроды прокалить, для чего используется специальная печь. Она так и называется – печь для прокалки электродов.
Сам процесс сварки ничем не отличается от сваривания стальных конструкций. И если перед вами стоит вопрос, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.
Сваривание алюминия при помощи флюсов
Флюсы для сварки алюминия используются давно. Они представлены широким модельным рядом, где есть материалы для разных алюминиевых сплавов. Основное их назначение – разрушение оксидной пленки. При нагреве нанесенный флюс растворяется и разрушает окисел, и тут же производится соединение двух элементов.
Производители предлагают флюсы, которые используются только в газовой сварке алюминия, или только в дуговой. В последнем случае используются графитовые электроды или угольные.
Заключение по теме
Как видите, заварить алюминиевые заготовки можно разными способами, в которых используется разное оборудование для сварки. Но во всех случаях нужно свариваемый металл тщательно подготовить, и обязательно проводится настройка аппарата для сварки. Посмотрите видеоурок – как сваривать алюминий. Кстати, видео уроки дают возможность воочию увидеть, что собой представляет сваренный металл в конечном виде.
Как выполняется сварка алюминия, какие существуют методы
Если начинающий сварщик может отрабатывать свои навыки и умения на сварке черных металлов, то работа с алюминием не терпит дилетантства. Надо отметить, что технологии не стоят на месте, и специалисты разрабатывают новые и перспективные способы работы с цветными металлами, однако характерные свойства алюминия все же накладывают определенные требования на сварочный процесс.

Каждый знает, что алюминий, как и его сплавы, имеют относительно малый удельный вес, обладают высокой теплопроводностью, низким удельным сопротивлением. Тем не менее, металл достаточно устойчив к механическим нагрузкам. Именно эти свойства делают алюминийсодержащие материалы востребованными на производстве.
Сложности процесса
Прежде чем переходить к непосредственному описанию процесса, необходимо рассмотреть, какие именно особенности металла считаются уникальными, так как основная задача сварщика – повысить и без того низкую свариваемость алюминия.
Алюминий достаточно активен, особенно это касается химических реакций с кислородом. В результате окисления на поверхности, даже после обработки, достаточно быстро появляется окисная пленка. Она по физическим свойствам отличается от основного металла.

Температура плавления пленки из оксида алюминия составляет 2044°C градуса, в то время как сам металл плавится уже при 660°C градусах.
Расплавленный алюминий после сварки начинает кристаллизоваться, при этом капли, покрытые снаружи оксидной пленкой, образуют ячеистую структуру. Сварной шов не получается сплошным, а это ведет к образованию свищей и пор. Дефекты шва негативно сказываются на его прочности и герметичности. Чтобы пресечь взаимодействие алюминия с кислородом, околошовную зону защищают от атмосферного воздуха. Обычно для подобных целей используется аргон. В силу сваей инертности, он не взаимодействует с металлом, а также вытесняет кислород, так как инертный газ тяжелее воздуха.
Несмотря на высокую теплопроводность, расплавленный алюминий не успевает отводить тепло в окружающую среду. Повышенная текучесть существенно осложняет процесс формирования шва. Необходимо дополнительно использовать различные теплоотводящие подкладки. Если применять различные средства, обеспечивающие интенсивное охлаждение, то резкий перепад температур может стать причиной возникновения мелких трещин.
Еще одной проблемой является растворенный в жидком металле водород. Он в виде пузырьков поднимается на поверхность ванны, но наружу выходит не весь. В застывшем металле могут образовываться поры или скопления пор. Наличие кремния в сплаве способствует образованию трещин при кристаллизации.

При нагревании алюминиевая заготовка увеличивается в размерах. тепловое расширение присуще каждому металлу, однако у алюминия высокий коэффициент линейного расширения. Тем не менее, на качество сварки влияет не столько расширение металла, сколько его усадка при кристаллизации ванны. Сварочный шов может подвергаться серьезным деформациям.
Высокая теплопроводность алюминия сказывается и на параметрах сварки. Чтобы достичь нужной температуры дуги приходится увеличивать силу тока. Отметим, что сварка черных металлов производится при более низких значениях сварного тока, несмотря на то, что их температура плавления выше, чем у алюминия.
Наконец, последняя сложность, препятствующая проведению работ в домашних условиях, состоит в том, что без специальных средств и материалов практически невозможно определить состав сплава, из которого изготовлены детали.
Методы
Напомним, что сварка металлов может осуществляться различными методами. Их отличия основываются на разнице в технологии, расходных материалах и вспомогательных средств. Имеющие опыт мастера могут воспользоваться одним из методов для сварки алюминия. Забегая вперед, отметим, что каждый из методов требует общих знаний технологии и определенного опыта.
- Сварка алюминия аргоном TIG. Имеется в виду аргонодуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа – аргона. В международной классификации данный режим сварки обозначается, как TIG.
- Полуавтоматическая сваркаMIG. Используются защитные газы, присадочный материал в виде проволоки подается специальным механизмом. Инверторы, ведущие сварку в режиме MIG, называют полуавтоматами за наличие такого механизма.
- Ручная дуговая сваркаMMA. Такая сварка ведется покрытыми плавящимися электродами.

При выборе любого из перечисленных методов задача сварщика сведется к разрушению и дальнейшему препятствованию образования оксидной пленки. Именно с этой целью оборудование настраивается для ведения сварки постоянным током с обратной полярностью.
Обратная полярность предусмотрена для сварки любых цветных металлов, чувствительных к перегреву. Эффект катодного распыления, возникающий при бомбардировке электрода ионами, эффективно удаляет образовавшуюся оксидную пленку. Вот почему сваривать алюминиевые детали током прямой полярности не просто нежелательно, а невозможно.
Подготовка поверхностей
Технология подготовки поверхностей алюминиевых изделий может несколько отличаться, в зависимости от условий проведения работ. Тем не менее, несмотря на отличия, требования к состоянию кромок, зазоров и поверхностей вполне определены ГОСТ. Подготовительные работы можно разделить на несколько этапов.
На первом этапе происходит очистка поверхностей от грязи, пыли, масляных и жировых отложений. Полезно обезжирить поверхности бензином, растворителем, ацетоном или уайт-спиритом. Неотъемлемым этапом является разделка кромок. Особенно актуален процесс разделки, когда толщина деталей превышает 4 мм (20 мм для ручной дуговой сварки). В противном случае нельзя гарантировать проплавление металла по всей толщине, поэтому шов будет некачественным. Но даже при работе с тонким листовым металлом кромки приходится подготавливать, производят их отбортовку.

Перед непосредственной сваркой оксидную пленку нужно удалить, что производится механическим способом. В качестве инструмента подойдет напильник, наждачная бумага или металлическая щетка. Окисляется алюминий быстро, поэтому данную процедуру бессмысленно проводить задолго до начала работ. Предусмотрен и химический способ борьбы с окислом. Поверхность протирается каустической содой. Но после обработки придется деталь промыть водой и высушить.
Ручная дуговая сварка
В некоторых случаях к соединению алюминиевых деталей не предъявляются жесткие требования прочности и надежности. Примером может служить применение алюминия в качестве декора. В подобной ситуации можно использовать сварку MMA.
В домашних мастерских данный способ весьма применим, однако он имеет ряд недостатков. При попытке сваривания деталей, толщина которых не превышает 4 мм, могут образовываться сквозные прожоги. Шов получится не очень прочным, а внутренняя структура будет содержать множество пор. В процессе сварки будет происходить интенсивное разбрызгивание металла, что существенно скажется на эстетичности шва. Образовавшийся шлак сложно снять с поверхности. Через некоторое время он станет центром образования коррозии.

Покрытыми электродами в режиме MMA можно сваривать не только чистый алюминий, но и его сплавы. Популярные марки электродов – ОЗА-1 и ОЗА-2, а также пришедшие им на смену УАНА и ОЗАНА
Электроды ОЗАНА-1 используются при сварке чистого металла, а ОЗАНА-2 больше подходит для сплава алюминия и кремния. Инвертор для сварки алюминия должен быть функциональным и позволять работать на постоянном токе с обратной полярностью. Разработаны специальные таблицы значений сварного тока для каждого металла. В данном случае можно примерно оценить его значение по следующему правилу: толщину листа, выраженную в миллиметрах, необходимо умножить на 25. Полученное значение указывает номинальный ток в амперах.
Для эффективной сварки толстых заготовок часто применяют предварительный разогрев, который выполняется газовой горелкой. Локальный прогрев может осуществляться до разной температуры, которая зависит от толщины заготовки. При локальном разогреве допускается последующее медленное охлаждение. Разделение шва на зоны позволяет исключить возникновение деформаций и трещин в металле.

В целях экономии расходных материалов рекомендуется производить сварку электродов с повышенной скоростью. Кроме того, замедление в формировании шва чревато прожогом металла насквозь. Важно при ведении сварки одним электродом обеспечить непрерывность процесса. Если электрод отвести в сторону, то кратер шва в этом месте покроется шлаком, и снова разжечь дугу будет проблематично. Направление ведения электрода совпадает с направлением шва. Поперечных колебаний быть не должно.
После окончания сварки следует удалить шлак. Шов промывается горячей водой и зачищается металлической щеткой. Даже малейшие частицы шлака могут стать очагами коррозии. Еще раз напомним, что подобная технология сварки алюминия применима только в домашних условиях, если к прочности соединения не предъявляется особых требований.
Аргонодуговая
Сварка алюминия в среде аргона, хоть и не считается самой простой, зато является наиболее распространенной. В результате качественно выполненных работ можно получить соединения с высокой степенью прочности. Неплавящийся вольфрамовый электрод относится к расходным материалам, как и присадочные прутки. Диаметр электрода варьируется от 1,6 до 5 мм. Диаметр прутков составляет 1,6-4 мм. Аргон выступает в качестве защитного газа и подается в зону сварки через специальные сопла горелки.
Для эффективного разрушения окисла на поверхности металла сварку производят переменным током. Остальные параметры сварочного процесса необходимо выбирать из специально разработанных таблиц. В них указаны значения скорости подачи газа, диаметра прутка, диаметра электрода, силы тока. Самостоятельно определить параметры сложно, так как они зависят от типа сплава, способа соединения и обработки кромок, а также от толщины заготовки.

В принципе, сварка аргоном доступна и в домашних условиях, но для этого необходимо иметь соответствующее оборудование, а также нужные расходные материалы. Но опыт придется нарабатывать методом проб и ошибок. Полезно запомнить ряд общих правил и придерживаться их.
- Вольфрамовый электрод удерживается так, чтобы между ним и поверхностью металла образовывался угол 70-80° градусов.
- Присадочный пруток подносится к электроду под углом 90° градусов.
- Зазор между электродом и поверхностью, то есть, длина дуги составляет 1,5-2,5 мм.
- Вдоль шва при его формировании пруток продвигается с незначительным опережением, а затем движется горелка. Выполнение данного правила обеспечивает более эффективную защиту аргоном.
- Движения прутка играют важную роль. Их желательно изучить на видео, прежде чем впервые начинать процесс. Манипуляции сварщика напоминают движение кисти художника.
- В качестве теплоотводящей подкладки лучше всего использовать стальную или медную пластину.
- Газ начинают подавать до розжига дуги, а заканчивают через несколько секунд после ее обрыва.

Скорость истечения газа и скорость подачи проволоки являются определяющими параметрами. От них зависит не только себестоимость процесса, но и качество шва. Высокая скорость газа только ухудшает защиту. В зону ванны будет поступать воздух и содержащийся в нем кислород. В то же время малое количество газа не может обеспечить требуемую защиту.
Полуавтоматическая
Принцип работы полуавтоматической сварки схож с принципом аргонодуговой сварки. Роль защитного газа может выполнять любой другой инертный газ. В зависимости от применяемого газа различают MIG и MAG сварку. Расходным материалом служит проволока, которая подается с помощью специального механизма. Но при работе с алюминием не эти детали являются отличительными.
Некоторые полуавтоматические инверторы способны работать в импульсном режиме. Благодаря всплеску напряжения материал присадки с усилием «вбивается» в сварочную ванну. В результате такой точечной сварки получаются аккуратные и надежные соединения.
К сожалению, оборудование с возможностью импульсной сварки стоит очень дорого, поэтому в домашнем хозяйстве крайне редко встречается.
Обычные полуавтоматические инверторы тоже могут вести сварку алюминия, только присадка добавляется сплошным слоем. По надежности такие швы существенно уступают точечным швам и швам, полученным при помощи неплавящегося вольфрамового электрода. К особенностям МИГ-сварки можно отнести такие закономерности:
- Сварка осуществляется постоянным током при обратной полярности.
- Рукав, по которому подается мягкая проволока, не должен иметь петель.
- Необходимо использовать специальные наконечники подающего устройства, маркированные индексом «AL» и предназначенные для алюминия, во избежание застревания проволоки вследствие ее теплового расширения.
- Скорость подачи алюминиевой проволоки должна быть больше, чем стальной.

Такие методы сварки алюминия, как холодная сварка под давлением и контактная сварка, не были рассмотрены по той причине, что встречаются они очень редко, так как технология работ сложна и подразумевает наличие дорогостоящего оборудования.





