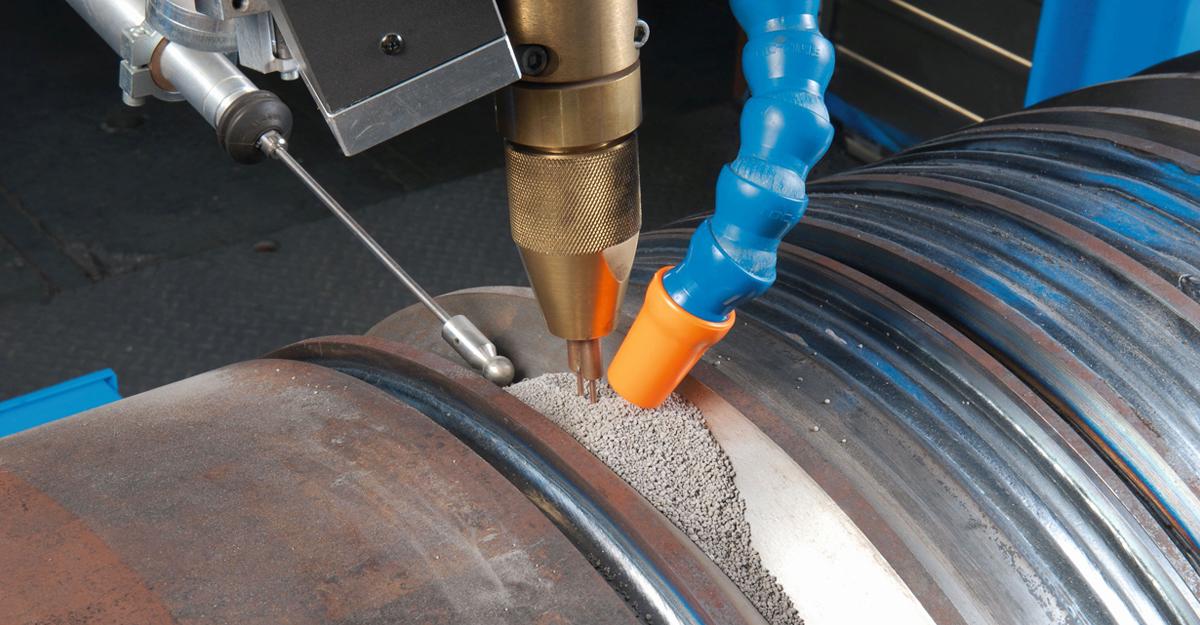
Свойства и применение электрошлаковой сварки
Достаточно оригинальный и не всем известный метод сварного соединения металлических деталей – электрошлаковая сварка. Она предназначается для изготовления вертикальных (преимущественно) сварных швов. Вертикальный шов, особенно на толстом металле, в силу многих причин требует особого подхода.
Понятие процесса
Сущность процесса электрошлаковой сварки (ЭШС) состоит в том, что в зазор между торцами соединяемых деталей помещают шлаковую массу, которую расплавляют путем включения электрической дуги между электродом и самой деталью.
В расплавленную массу шлака подается присадочный металл, который, в свою очередь, начинает плавиться вместе с металлом по краям соединяемых деталей.

Жидкий металл тяжелее жидкого шлака, поэтому он опускается вниз, вытесняя шлаковую массу. В нижней части зазора он застывает, а расплавленная масса поднимается вверх — так заваривается вертикальный шов.
В отличие от более традиционных видов электросварки здесь первоначальному нагреву и расплавлению электрической дугой подвергается именно шлак, а не присадочный и основной металл. Температура плавления шлака должна быть существенно выше температуры плавления металла.
 После того, как шлак расплавляется, он шунтирует (гасит) электрическую дугу, но подача тока не прекращается. Прохождение тока через шлаковую массу с оптимально подобранными параметрами тепло- и электропроводности вызывает стабильный и равномерный прогрев ее до высоких температур.
После того, как шлак расплавляется, он шунтирует (гасит) электрическую дугу, но подача тока не прекращается. Прохождение тока через шлаковую массу с оптимально подобранными параметрами тепло- и электропроводности вызывает стабильный и равномерный прогрев ее до высоких температур.
Отличить шлак от металла очень легко по его цвету и консистенции. В конце процесса сварки он легко отделяется от монолитного соединения.
Во избежание вытекания расплава на зазоры ставят защитное ограждение — ползуны, постоянно охлаждаемые водой. Во время электрошлакового сварочного процесса они медленно поднимаются вверх.
Уникальные свойства
Примененный принцип «косвенного расплава» определяет уникальные свойства процесса. Особенности, являющиеся преимуществами, состоят в следующем:
 защита шва от атмосферного воздуха жидким шлаком, заключенная в самом принципе электрошлаковой технологии;
защита шва от атмосферного воздуха жидким шлаком, заключенная в самом принципе электрошлаковой технологии;- изменение плотности тока при сварке этим способом меньше влияет на качество шва, чем при сварке дугой;
- некритичность кратковременного прерывания подачи тока в процессе;
- возможность варить швы любой толщины за один проход;
- возможность подвергать сварке необработанные края деталей;
- малый расход электроэнергии;
- небольшая стоимость расходников — шлаков;
- высокий КПД.
 защита шва от атмосферного воздуха жидким шлаком, заключенная в самом принципе электрошлаковой технологии;
защита шва от атмосферного воздуха жидким шлаком, заключенная в самом принципе электрошлаковой технологии;Кроме того, стоит отметить, что электрошлаковая сварка производится на переменном, а не постоянном токе.
Но у ЭШС есть и недостатки. Этим способом варят только вертикальные швы, либо швы под острым углом к вертикали (основная причина малой распространенности электрошлакового метода).
Начатый процесс нельзя прекращать на середине, иначе возникают дефекты, которые могут быть устранены только разрывом шва и проведением работ заново.
Металл шва имеет крупнозернистую структуру, поэтому детали с таким соединением не предназначены для использования при отрицательных температурах — они становятся ломкими.
Сварочный электрошлаковый процесс требует большого количества оборудования, начиная от медных ползунов, которые должны максимально плотно прижиматься к шву (их отхода допускать нельзя) до иных вспомогательных деталей стартового кармана. Минимальная толщина стыков составляет 20 мм.
Способы сваривания
Электрошлаковая сварка подходит не для всех металлов, но ее область применения нельзя назвать узкой. Ее используют обычно для соединения низкоуглеродных и среднеуглеродных сталей, чугуна, цветных металлов (вплоть до титана и алюминия), реже — для легированных сталей.
Применяют при производстве массивных, крупногабаритных деталей (толщина порядка 100-600 мм), переплавке отходов.
 На практике используется 3 основных методики сварки. Первая подразумевает непрерывную подачу в расплав присадочного электрода, направляемого в горизонтальной плоскости. Движение электрода носит возвратно-поступательный характер, чтобы обеспечивалась максимальная плотность контакта.
На практике используется 3 основных методики сварки. Первая подразумевает непрерывную подачу в расплав присадочного электрода, направляемого в горизонтальной плоскости. Движение электрода носит возвратно-поступательный характер, чтобы обеспечивалась максимальная плотность контакта.
Вторая электрошлаковая методика — это сварка габаритными пластинчатыми электродами, которые фактически заменяют собой медные ползуны.
В этом случае присадка используется в меньшей степени — электроды сами плотно перекрывают зазор и обеспечивают эффективный расплав: торцы деталей соединяются без присадки. Но в этом случае электроды должны быть подогнаны по форме к деталям, это узкоспециализированный способ.
Третья методика основана на соединении первых двух. В ней присутствует и пластинчатый электрод, и особый плавящийся электрод. Первый во время всего процесса электрошлаковой сварки остается неподвижным, второй подается в зону расплава и является, по сути своей, присадкой.
Обратите внимание, что химический состав присадки должен быть аналогичен составу основных металлов.
Также существуют два разных принципа работы установок электрошлаковой сварки. Устройства, в которых реализован первый способ, работают с твердой шлаковой смесью, которую самостоятельно расплавляют. Установки, работающие по второму принципу, используют жидкую, предварительно расплавленную в печи смесь.
Первым для начала работы необходим более мощный пусковой ток, потому что много энергии тратится на доведение шлака до жидкого состояния. Вторым, соответственно, требуется находящаяся неподалеку плавильная печь.
Какие применяют флюсы
Флюс — это, собственно, и есть шлак, основное рабочее вещество электрошлаковой сварки. К нему выдвигаются определенные требования. Флюсы должны обеспечивать:
- максимально быстрый запуск процесса электрошлаковой сварки при любом напряжении (спектр рабочих напряжений достаточно широк);
- максимально эффективное проплавление кромок;
- максимально прочный шов;
- легкое удаление с поверхности после окончания варки.
Для каждого вида металлов предназначены свои флюсы. Так, низколегированные стали и стали с повышенным содержанием углерода варятся с помощью флюсов АН-8, АН-22 или АН-47. Для нержавейки — АН-45.
Для высоколегированных стальных сплавов применяется АН-9, АНФ-1 и АНФ-7. Чаще всего рассматриваемый вид сварки применяют на производстве, в бытовых условиях он встречается редко.
Что такое электрошлаковая сварка
Электрошлаковая сварка — наиболее производительный способ соединения металлов значительной толщины. Используется для сваривания сталей, чугунов и сплавов.

Электрошлаковая сварка — наиболее производительный способ соединения металлических деталей значительной толщины. Используется для сваривания сталей, чугунов, цветных металлов и сплавов. Процесс идет в вертикальной плоскости. Необходимое для плавления кромок тепло выделяется в расплавленном флюсе при прохождении сквозь него тока. Сварка выполняется специальными аппаратами.
Технология ЭШС
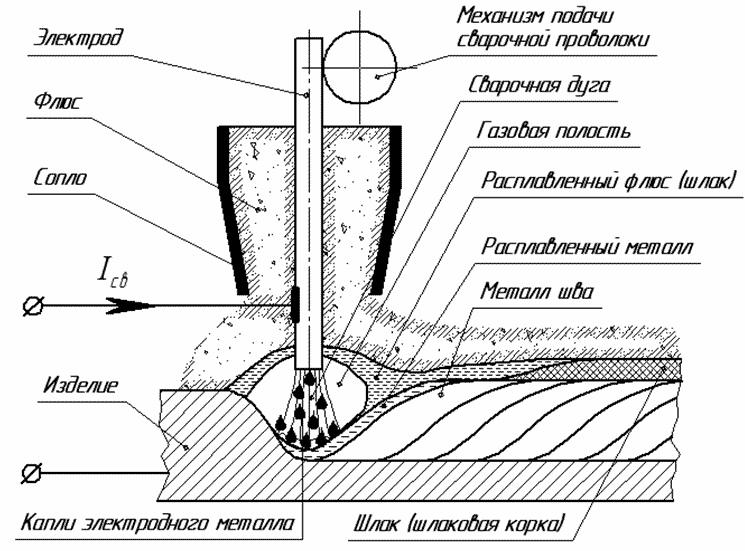
В технологии ЭШС температура для изменения состояния металла (из твердого в жидкое) достигается пропусканием тока через слой электропроводного шлака. Итак, электрошлаковая сварка — что это такое? На первой стадии все протекает как в сварке под флюсом. Следующая схема даст вам четкое представление о процессе.

В зазор между кромками деталей вводится флюс. Изначально дуга зажигается между электродом и либо деталью, либо начальной планкой, ограничивающей зазор. Дуга расплавляет шлак и электрод. В результате образуются жидкие слои: снизу – металл, сверху – шлак. В этот момент дуга гаснет, т.к. сварочная проволока плавится в горячем (1600-1700°С) шлаке с высокой теплопроводностью. Сварочный ток в шлаке выделяет тепло, за счет которого дальше идет бездуговой процесс.
Специальные приспособления (ползуны) удерживают текущий шлак и металл. По мере заполнения зазора медные пластины перемещаются вверх. По всей высоте кромок образуется шов. Электрошлаковая сварка, выполняемая несколькими проволоками или ленточным электродом, решает проблему соединения толстых заготовок за один проход. Медные ползуны для предотвращения перегрева охлаждаются водой. Расплавленный шлак соприкасается с ползунами, образуя тонкую корку. Это препятствует контакту металла с медными поверхностями и возникновению в шве трещин.
Особенности и отличия данного способа:
- Зазор между деталями расположен в вертикальной плоскости.
- Зона шва не взаимодействует с воздухом. Над поверхностью металла постоянно находится жидкий шлак.
- Небольшой расход флюса приводит к тому, что металл шва легируется материалом электродной проволоки.
- В процессе сварки электрошлаковой металл находится в жидком состоянии долгое время. Это способствует удалению из шва газов и легких включений.
Эти особенности повышают качество шва. Он получается плотным, устойчивым к трещинообразованию.
Оборудование для электрошлаковой сварки

В СССР были разработаны аппараты трех типов.
- Рельсовые — перемещаются вдоль шва по вертикальным направляющим.
- Безрельсовые — крепятся к обрабатываемому изделию механическим способом и перемещаются непосредственно по нему.
- Шагающие устройства — движутся по конструкции посредством электромагнитов.
Применение специального плавящегося мундштука дало возможность использовать ЭШС для получения швов сложной конфигурации. Для формирования требуемого шва мундштук, который повторяет его форму, плавится вместе с проволокой.
Преимущества и недостатки способа ЭШС
- Высокая производительность при больших толщинах деталей — примерно в 20 раз выше
- Сравнительно малый расход электроэнергии и флюса из расчета на 1 кг металла.
- Качество металла шва выше. Также путем шлакового переплава получают высокие характеристики металла.
- Нет необходимости разделывать кромки, что снижает трудоемкость подготовительных операций.
Способ не лишен и некоторых недостатков.
- Технология сварки должна предусмотреть вертикальную ориентацию шва.
- Процесс недопустимо прерывать, чтобы избежать образования дефектов и повторного сваривания деталей, как показано на видео.
- Полученный шов имеет крупнозернистую структуру. Для получения хороших прочностных характеристик изделие нужно подвергать термообработке.
Вообще метод является универсальным. Им выполняют все виды соединений любой конфигурации: тавровые, стыковые, кольцевые и угловые.
Техника ЭШС — практические выводы
- электрические;
- механические (скорости);
- расположение электродов, их число.
Вспомогательные величины устанавливаются согласовано с основными. Изменение каждого из основных факторов позволяет влиять на параметры шва. Электрошлаковая сварка протекает устойчиво при малых удельных значениях тока (0,1 А/мм 2 ). Это дает возможность применять пластинчатые, либо ленточные электроды, плавящийся мундштук.
Путем контактно-шлаковой сварки можно приваривать стержни к плоской поверхности. Разработаны методики получения кольцевых швов. Для образования шлака используются специальный твердый электропроводный флюс, либо предварительно расплавляют его в кокиле.
Если у вас есть опыт в практическом применении ЭШС, просим поделиться знаниями в блоке комментариев.
В чем заключается сущность процесса электрошлаковой сварки?
Процесс соединения деталей, при котором плавление присадочной проволоки и краев деталей происходит благодаря нагреву расплавленного флюса до высокой температуры, назвали электрошлаковая сварка. Шлак имеет высокое сопротивление и при прохождении через него тока нагревает все вокруг себя. В результате жидкие металлы соединяются. Шлак всплывает наверх и образует защитную пленку. Обеспечивает равномерное охлаждение.
Область применения
 Сущность процесса и область применения сварки под слоем флюса состоит в соединении деталей больших размеров. Наиболее часто это листы толщиной от 40 мм до 500 мм. Шов накладывается за один проход и практически не имеет ограничения по длине.
Сущность процесса и область применения сварки под слоем флюса состоит в соединении деталей больших размеров. Наиболее часто это листы толщиной от 40 мм до 500 мм. Шов накладывается за один проход и практически не имеет ограничения по длине.
Наиболее популярная область применения в тяжелой промышленности для изготовления стендовых плит большой площади, сваривании деталей с разными по толщине элементами. При строительстве трубопроводов повышенной ответственности применяется автоматическое оборудование для соединения труб с предварительной подготовкой и последующей термообработкой и изоляцией.
Разновидности
При соединении 2 деталей, между поверхностями зазора которых имеется зазор, производится сварка. Она разделяется на виды по типу токоподающего элемента, его формы и конструкции. Различают разновидности:
- одноэлектродная;
- многоэлектродная;
- с проволокой;
- пластинами;
- плавящимся мундштуком;
- плоские.
Сварка одной токоподающей проволокой применяется для соединения тонких листов на автоматах и полуавтоматах.
[stextbox электроды применяются для наплавки металла на поверхность детали. Ток подающая грань у них плоская, широкая, расположены в шлаковой ванне параллельно плоскости детали. Плоский электрод за один проход закрывает наплавляемым металлом широкую полосу детали.[/stextbox]
С проволокой
Проволочных электродов может быть от 1 до 3. Они с постоянной скоростью подаются в шлаковую ванну. При соединении стыка большой ширины могут совершать зигзагообразное перемещение перпендикулярно оси шва.
Ток подается непосредственно на саму проволоку и проходит через флюс, нагревая его и расплавляя сам провод-электрод.
С пластинами
Широкие пластины по размеру зазора применяют для сварки больших деталей. Присадочная проволока подается сбоку или прокладывается по дну шва. Электрод опускается в ванну и перемешается вдоль шва, погруженный в флюс.
С плавящимся мундштуком
Мундштук представляет собой пластину, погруженную в шлак, по каналам внутри которой подается проволока в плавильную ванну. Она движется с постоянной скоростью. В зависимости от ширины шва, отверстий для проволоки может быть 2 или 3.
[stextbox может быть широким только в нижней части и иметь любую форму. Проволока подается по стержню, установленному на основании плавящегося мундштука перпендикулярно. Внешне деталь представляет собой перевернутую букву Т с одной или несколькими ножками. Скорость сварки при этом не уменьшается.[/stextbox]
Технология
Технология электрошлаковой сварки это процесс соединения деталей расплавлением их кромок и присадочной проволоки в сварочной ванне. Основным источником нагрева является жидкий шлак – расплавленный флюс, через который проходит электрический ток. Расплав в ванне имеет высокое электрическое сопротивление и сильно греется.
На свариваемую деталь или обе, подключают минус, к электроду плюс. Ток проходит через расположенный между ними расплавленный шлак с высоким сопротивлением и разогревает плавильную ванну. При этом оплавляются края детали, и полностью расплавляется присадочная проволока, заполняя зазор.
[stextbox процесса электросварки зависит от глубины шлаковой ванны и правильно подобранного размера зазора между деталями. При малой ширине ванны процесс плавления флюса нарушается, образуются вспышки дуги.[/stextbox]
Если под электродом вместо стыка сплошная поверхность, происходит электрошлаковая наплавка. Сущность ее в соединении металлов с разными механическими свойствами или увеличение ее размера.
Какие применяются флюсы
Использование флюсов определяется их электропроводностью и вязкостью в жидком состоянии. Качественное и быстрое сваривание среднеуглеродистых и низколегированных сталей проходит под фторидными флюсами, обладающими высокой электропроводностью. Для работы с малыми токами, например сварка высоколегированных сталей, он не подходит из-за высокой вязкости. Он быстро застывает, мешает продвижению электрода, отжимает ползуны.
Цвета побежалости показывают, что прогрев детали вокруг шва не имеет переходных зон.
На отделяемость корки после охлаждения соединения, влияет марганец. Чем меньше его, тем легче удалить шлак. Безмарганцевые низкокремнистые составы применяют для разжигания дуги, их могут засыпать в начале шва. Затем по ходу сварки рекомендуется применение флюсов, образующих хорошее покрытие шва и гарантирующего постепенное остывание:
- низкокремнистые марганцевые;
- высококремнистые марганцевые.
Легированные металлы склонны к образованию трещин при резком остывании. Для них лучше всего использовать высококремнистые марганцевые флюсы, которые обеспечат работу на малых токах и медленное остывание без доступа воздуха.
[stextbox ОТК завода СВЭЛ, член аттестационной комиссии сварщиков Братищев А.И.: «При ЭШС следует применять флюсы, изготовленные по ГОСТ 9087-81. Перед работой их следует просушить в печах при температуре 110⁰ – 120⁰C, выдержав не менее 2 часов на 100 мм минимального сечения упаковки, в которой он находится. В противном случае оставшаяся в шлаке влага увеличит электропроводность флюса, уменьшит его нагрев, образует поры в материале шва».[/stextbox]
Подготовка изделия
Кромки стыкуемых деталей не обязательно зачищать. Раскрой металла производится газовым резаком. Допускаются неровности и выступы размером до 3 мм при толщине листа до 200 мм. Отклонение от параллельности кромок сопрягаемых деталей может быть в пределах 4 мм на высоту.
При соединении боковых плоскостей проката, его следует очистить от окалины и ржавчины. Для этого используется обдирочный аппарат или ручная зачистка болгарками с крупнозернистыми кругами.
Литье и поковки в месте соединения должны обрабатываться механическим способом на станках. Если для наращивания глубины ванны применяются медные или стальные пластины, варить можно без обработки.
Перед сваркой деталей разной толщины, кромки выравнивают, сняв под углом часть большей или наращивая полосой металла тонкую.
Осуществление возбуждения ЭШ процесса
При холодном старте стык между свариваемыми деталями заполняется флюсом. В него вставляется мундштук и возбуждается ток. Под флюсом возникает дуга, и он плавится, превращаясь в жидкий шлак с большим электрическим сопротивлением.
Сварочная дуга после расплавления первой порции флюса угасает. Шлак, через который проходит ток, выделяет большое количество тепла и плавит следующую порцию флюса, присадочную проволоку и края свариваемых деталей.
Горячий способ применяется реже. В ванну, образованную медными пластинами по бокам в начале шва, заливают предварительно расплавленный в печи флюс.
Применяемое оборудование и материалы
Для электрошлаковой сварки применяют автоматические и полуавтоматические установки. Они включают в себя:
- сварочный аппарат;
- направляющие для его перемещения;
- бункер для флюса;
- ползуны, принудительно формирующие шов;
- катушку с проволокой и механизм ее подачи;
- источник питания.
Специальные приборы контролируют сварочный процесс и положение ванны. Область плавления и образования шва должна заключаться в пространстве между охлаждающимися медными пластинами.
Преимущества и недостатки
Электрошлаковая сварка имеет свои плюсы и минусы в областях применения. К положительным характеристикам относится:
- относительно малый ток;
- отсутствует разбрызгивание металла;
- возможность наплавки поверхности металлом с другим химическим составом;
- возможность сваривать толстые стыки за один проход;
- отсутствие переходной зоны при нагреве;
- металл шва и детали не смешиваются;
- сварка в несколько проходов осуществляется на одном режиме без удаления шлака;
- нет усадочных раковин;
- простая подготовка кромок.
К недостаткам относится:
- большое выделение вредных веществ при кипении флюса;
- лист тоньше 1,6 мм ЭШС не варят;
- детали для сварки необходимо выкладывать и кантовать;
- трудно варить радиальные стыки.
При случайной остановке сварки, шов получится с большим количеством дефектов. Его нельзя доваривать. Необходимо полностью выбрать уже положенный металл и проварить все сначала.
Электрошлаковая сварка позволяет быстро с небольшими затратами сваривать большие детали. Для соединения электродуговым способом необходима разделка, тщательная зачистка и наложение многослойного шва.
Особенности электрошлаковой сварки
Электрошлаковая сварка (ЭШС) применяется для массового вертикального соединения металлических деталей. Способ при невысокой себестоимости помогает получать качественные швы. Флюс защищает расплавленный материал от окисления, способствует лучшему прогреву металла. Плавящийся электрод или присадочная проволока являются легирующим компонентом.
 ЭШС применяют для сварки вертикальных объектов.
ЭШС применяют для сварки вертикальных объектов.
Особенности электрошлаковой сварки
Отсутствие дуги – главный отличительный признак этого метода. Электроэнергия передается шлаку, считающемуся проводником. Это способствует выделению нужного для расплавления тепла. Перед началом работы специальный электрод помещают в емкость с побочными продуктами. Способ сварки имеет такие особенности:
- большое расстояние между деталями, расположенными вертикально;
- отсутствие контакта сварочной ванны с кислородом (вся площадь остается под шлаком);
- небольшой расход флюса, легирование соединения плавящимся электродом;
- длительное пребывание шва в жидком состоянии, способствующее испарению газов.
Суть процесса
Сущность технологии заключается в передаче тока шлаку, а от него – электроду и кромкам деталей. Стабильность процесса обеспечивается постоянной температурой, которая может достигать 1900-2000 °C.
Большая часть тепла попадает в сварочную ванну, далее энергия поступает к краям деталей.
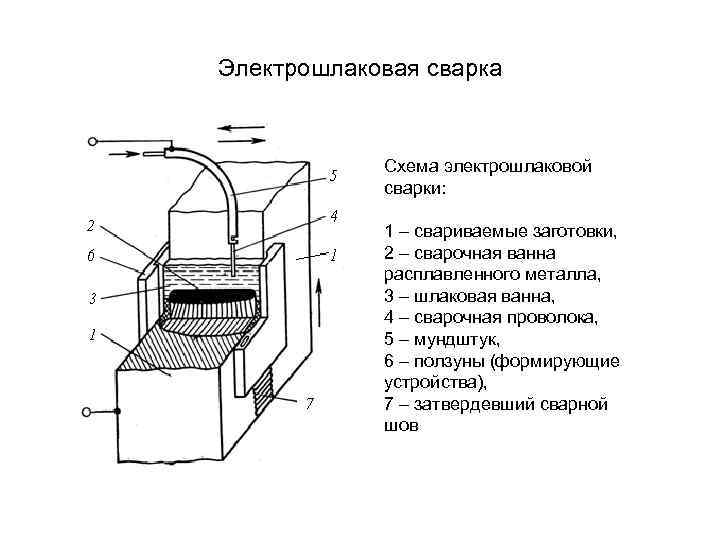
Основные схемы
Электрошлаковый метод используют не только для соединения деталей, но и для отлива, наплавки. Сварку выполняют плавящимися электродами или мундштуками, присадочными прутками большого диаметра. Существует 6 основных схем работы, которые можно увидеть на изображении.
Стоит рассмотреть особенности каждого варианта:
- Первые 2 способа считаются самыми распространенными. Их применяют для соединения заготовок высотой 2-4,5 см с помощью присадки диаметром 3 мм.
- Третья схема может использоваться для сварки более массивных конструкций. Толщина каждой детали может достигать 12 см.
- Четвертый вариант отличается высокой производительностью.
- Пятая схема относится к категории узконаправленных методов. Ее используют при работе с низколегированными сталями. Высота листа может достигать 10 см.
- Шестая схема предназначена для создания габаритных конструкций без дальнейшей термической обработки. Толщина свариваемых заготовок может составлять до 6 см. Способ помогает получить прочный однородный шов.
 Схема процесса сварки.
Схема процесса сварки.
Типы сварных швов и соединений
Технология ЭШС позволяет варить детали, находящиеся в разных пространственных положениях. Самыми используемыми считаются следующие виды швов:
- Стыковые соединения. Между деталями оставляют небольшое расстояние, что считается главной особенностью электрошлаковой технологии. Порядок разделки кромок и формирования сварных швов регулируется ГОСТ 15164. При сварке встык разных по толщине деталей утончают более толстый край. Допускается приваривание металлической пластины к менее массивной заготовке.
- Тавровые и угловые соединения. Применяются реже, чем стыковые. При использовании плавящегося мундштука сварные кромки разделывают K- или V-образным способом.
- Прямолинейные соединения. Выполняются в вертикальном положении. Допускается небольшой наклон.
- Кольцевые швы. Используются при работе со сферическими или цилиндрическими заготовками.
Сферы применения
Технология считается узкоспециализированной. Ее применяют в судо- и автомобилестроении, создании мостов и других массивных конструкций. С помощью ЭШС сваривают опорные элементы прокатных станков, вес которых достигает 100 т. Технология может применяться при электрошлаковом переплаве. Ток в этом случае поступает не к присадочной проволоке, а к расплавляемому материалу. ЭШС не используют для:
- работы с тонкостенными элементами, которые под шлаком полностью расплавляются;
- формирования разнонаправленных соединений;
- сварки слишком массивных деталей, которые невозможно охватить ползунами.
Типы электрошлаковой сварки
Способы различаются видами присадочных материалов и способами их подачи.
С электродными проволоками
Материал выбирают с учетом типа сварочного аппарата, характеристик соединяемых металлов. Проволока поступает в пространство между деталями медленно. Ее подают сверху вниз, следуя за передвигающимися электродами.
 Электрошлаковая сварка с электродными проволоками.
Электрошлаковая сварка с электродными проволоками.
С электродами большого сечения
В процессе сварки используются круглые или прямоугольные элементы увеличенного диаметра. Их придвигают к зазору по мере формирования расплава. В отличие от проволоки, электроды увеличенного сечения быстро образуют большой объем шовного материала.
С плавящимся мундштуком
Технология объединяет 2 предыдущих способа. Токопроводящие пластины устанавливают в положение, способствующее быстрому нагреву флюса. По направляющему мундштуку в сварочную ванну поступает проволока. Способ предназначен для формирования криволинейных соединений.
 Электрошлаковая сварка с использованием мундштука.
Электрошлаковая сварка с использованием мундштука.
Подготовительные работы
Сварку начинают с выбора присадочных материалов и оборудования. После этого подготавливают детали к соединению.
Выбор сварочных материалов
Типы используемых для ЭШС проволок можно изучить с помощью таблицы:
| Вид стали | Марка присадочного материала |
| Конструкционная | СВ-08А, СВ-08ГА |
| Среднеуглеродистая литая | СВ-10Г2С, СВ-10Г2 |
| Котельная | СВ-10Г2С, СВ-10Г2 |
| Среднеуглеродистая кованая | СВ-10Г2 |
| Низколегированная | СВ-10Г2С, 18ХМА, СВ-08-Г2С, СВ-08ХН2М |
| Среднелегированная | СВ-08Х3Г2СМ, СВ-20ХН3МФ |
| Высоколегированная | СВ-04Х19Н11М3 |
Все представленные в таблице материалы можно варить с применением флюсов АН-99, АН-8. При соединении сталей 08Х18Н10Т и 25ХН3МФА используют материал марки 48-ОФ-6.
Выбор режимов
Главными показателями являются:
- сила тока, I;
- снижение напряжения между шлаковой ванной и электродом, U;
- скорость поступления проволоки, Vе;
- скорость ведения электрода, Vсв;
- глубина шлаковой ванны, h;
- вылет проволоки, L;
- скорость колебаний электрода, Vk;
- число стержней, n;
- сечение электрода.
Выбор количества электродных проволок
Параметр зависит от габаритов свариваемых заготовок. Если толщина не превышает 5 см, работают с 1 проволокой. 2 электрода требуются, когда параметр составляет 5-12 см. При сварке более массивных элементов применяют 3 проволоки.
Подготовка изделий
Перед началом работы торцы деталей очищают от ржавчины, оксидной пленки. Для этого используют специальные шлифовальные машины. Кромкам придают нужные формы и размеры. Рекомендуют устанавливать детали с клиновидным зазором, увеличивающимся кверху. Угол раскрытия выбирают с учетом способа сварки и фиксации заготовок. Показатель чаще всего составляет 1-2°. Детали закрепляют планками или скобами, привариваемыми вдоль стыка. После завершения сварки фиксаторы срезают газоплазменным способом.
Технология электрошлаковой сварки
Процесс расплавления кромок деталей начинается после подачи флюса в сварочную ванну. Обрабатываемая область нагревается до нужной температуры. Существуют 2 метода создания шлаковой ванны:
- Твердый старт. Плавление начинается за счет горения электрической дуги. Нужные характеристики ванны поддерживают, подсыпая шлак.
- Жидкий старт. В рабочую зону подают расплавленный флюс. Материал предварительно нагревают в печи.
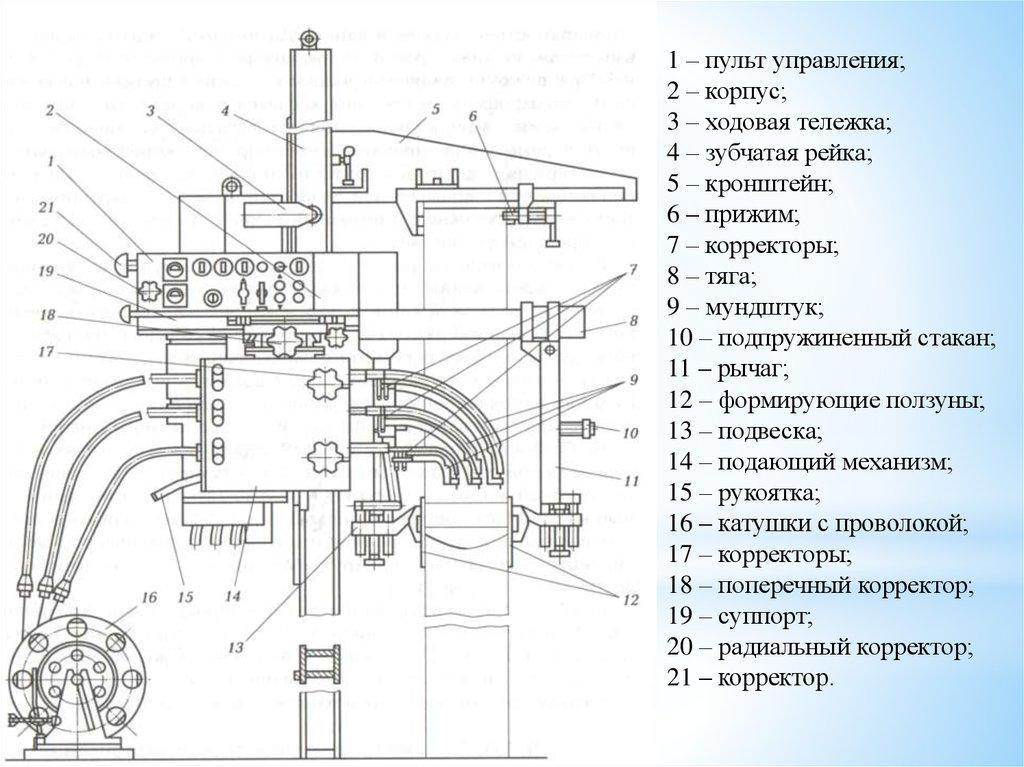 Схема процесса ЭШС.
Схема процесса ЭШС.
При использовании первого метода наблюдается повышенный расход электроэнергии из-за необходимости увеличения силы тока. Дно планки нужно засыпать металлическим порошком, требующимся для возбуждения дуги. В процессе нужно контролировать состояние расходных материалов, регулярно добавлять их.
Применяемое оборудование
Чаще всего для сварки электрошлаковым методом используют станок А535. Он работает с переменным током, подходит для создания продольных или кольцевых швов шириной не более 30 см. Аппарат имеет такие технические характеристики:
- толщина свариваемых заготовок – до 45 см;
- способ питания – подключение к сети 380 В;
- число электродов – 3;
- частота тока – 50 Гц;
- диаметр присадочной проволоки – 3 мм.
Реже используется станок А550. Сварка ведется тем же способом, что и при работе с предыдущим агрегатом. Однако технические характеристики станков несколько отличаются. В А550 устанавливают высоту хода автоматических ползунов, зависящую от толщины деталей.
Контроль качества
Появление дефектов ухудшает качество сварного соединения, делая его менее прочным. Для обнаружения недостатков предназначены специальные методы.
Характерные дефекты
При работе по технологии ЭШС сварные соединения могут приобретать такие недостатки:
- Горячие трещины. Возникают при работе с любыми видами сталей. Однако наиболее подвержены трещинам высокоуглеродистые сплавы. Способствует появлению дефектов и высокая скорость сварки при жесткой фиксации деталей.
- Холодные трещины. Появляются при соединении заготовок из среднелегированных сталей с ферритовой присадкой. Предотвратить появление дефектов помогает уменьшение глубины ванны, равномерный провар соединения.
- Иные дефекты. К ним относятся посторонние включения, поры, непровары. Появляются при несоблюдении правил сварки.
Способы контроля сварных швов
Соединения, получаемые в результате ЭШС, требуют комплексного исследования. Применяют такие методы контроля:
- внешний осмотр;
- ультразвуковое сканирование;
- магнитная дефектоскопия;
- рентгенологический контроль;
- радиационная дефектоскопия.
 Ультразвуковое сканирование швов.
Ультразвуковое сканирование швов.
Преимущества и недостатки
К положительным качествам технологии относятся:
- Защищенность металла от окисления. Нет необходимости использовать аргон или другой газ.
- Равномерный разогрев, медленное остывание деталей. Повышение температуры начинается с флюсового слоя. Шлаковое покрытие поддерживает стабильный уровень нагрева. Это положительно влияет на качество шва.
- Минимальное влияние силы тока на процесс формирования соединения. Прогрев происходит не из-за дуги, а благодаря шлаку. Расплавление не прекращается после отключения станка от электросети.
- Возможность сваривания толстых деталей за 1 проход. Необходимость формирования многослойных швов отсутствует. При использовании 2 электродов можно соединять заготовки толщиной более 20 см.
- Минимальный расход шлака. Объем материала не превышает 5% от массы металла. Затрачивается небольшое количество энергии. Потери, свойственные другим технологиям сварки, отсутствуют.
- Высокий КПД. При минимальных денежных вложениях можно выполнять объемные сварочные работы.
- Автоматизация большей части сварочных процессов.
- Сокращение длительности подготовительного этапа. Необязательно разделывать кромки. Зазор между деталями заполняется расплавом.
К недостаткам метода можно отнести:
- невозможность формирования некоторых видов швов (способом ЭШС выполняют лишь вертикальные или подобные им соединения);
- непрерывность процесса;
- зернистость корневого слоя, снижающая прочность шва.
Дополнительная информация
Параметры шва (ширину, глубину, внешний вид) можно менять, используя тот или иной режим. Главными факторами считаются:
- места установки электродов;
- скорость ведения сварки;
- число электродов;
- электрические параметры.
Дополнительные величины должны устанавливаться в соответствии с основными. Малейшие изменения отражаются на свойствах шва. При небольшой удельной силе тока электрошлаковая сварка протекает стабильно. С ее помощью можно соединять стержни с металлическими листами.
Электрофорная машина
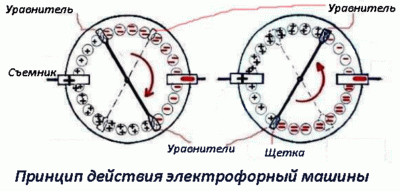
Электрофорная машина – это генератор статического заряда, состоящий из двух колес, вращающихся во взаимно противоположных направлениях. Часто используется учителями на уроках физики для устрашения занимающихся силой электрической дуги.
Конструкция
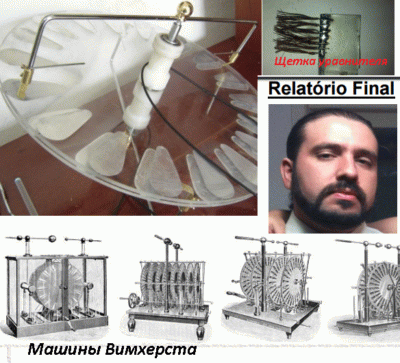
Конструкция изобретения Джеймса Вимхерста описана плохо в открытых источниках, часто люди не в силах объяснить, как работает электрофорная машина.

Общая идея
Два вращающихся друг против друга соосных диска несут простейшие конденсаторы из секторов алюминия. За счет случайных процессов в начальный момент на одном из сегментов – равномерно расположенных по кругу – образуется заряд. Это вызвано процессами трения о воздух либо прочими причинами. Причем, поскольку конструкция симметричная, знак заранее не предсказуем. Не рекомендуется ставить в электрофорную машину электролитические конденсаторы.
Вместо этого применяются две лейденские банки. Их внешние обкладки из фольги объединены, чтобы создать единую систему из последовательно включенных конденсаторов. Так уменьшаются требования к рабочему напряжению каждой емкости в два раза. Номиналы подбираются по возможности одинаковыми. В противном случае требования к рабочему напряжению распределятся неравномерно, что приводит к негативным последствиям.
Напряжение с сегментов дисков снимается при помощи индукционных нейтрализаторов. Ниже описан принцип действия. По сути конструкция, напоминающая металлический гребень, на некоторой высоте парит над диском. Нейтрализаторы спаренные, в точку съема заряда оба диска приходят с эквивалентным знаком на внешней поверхности. После разгрузки заряд сегментов сильно падает. Это обусловлено особой конструкцией индукционных нейтрализаторов, оставляющих поверхностную плотность заряда в районе 0,2 – 6 мкКл на метр в квадрате. В избранных конструкциях щетка слегка касается краем диска.

Прогрессивный рост поверхностной плотности заряда на сегментах в точке съема обусловлен тем, что навстречу друг другу движутся системы, создающие электрические поля, чьи напряженности направлены в противоположные стороны. Получается, что собственной рукой оператор (либо за счет силы электрического привода) отталкивающиеся системы насильно сближает. Взаимодействующие заряды пытаются расположиться подальше друг от друга. Это вызывает резкий рост поверхностной плотности зарядов в точках съема.
От гребенок нейтрализаторов электричество собирается в лейденские банки. Напряжение быстро растет, чтобы избежать выхода системы из строя вследствие превышения допустимых параметров конденсаторов, к двум электродам прикреплен разрядник. Дистанция между ними, как правило, регулируется, что позволяет получить дугу различной силы. Чем больше напряженность поля между разрядниками, тем более шумным эффектом сопровождается процесс опустошения лейденских банок.
После точки съема заряда сегменты остаются пустыми. Через 30 градусов по ходу движения диска стоят уравнители потенциала, называемые нейтрализаторами по принципу действия. Авторы обзора назвали бы уравнителями. Противоположные стороны диска отдали уже заряд у разных щеток. Следовательно, после прохождения точки съема знаки остатков заряда на них неизменно различны. И кусок толстой медной проволоки с щетками из тонких проволочек, трущих сегменты или парящих на малой высоте, замыкают накоротко указанные противоположности. В результате заряд на обоих сегментах становится равным нулю, энергия превращается по закону Джоуля-Ленца в тепло, выделяющееся на толстой медной жиле.
После обнуления диски продолжают двигаться во встречном направлении. Получается, освобожденный от заряда сегмент одного круга вращения оказывается напротив полупустого сегмента другого. Заряд между емкостями немедленно делится поровну, ведь диски сконструированы по одинаковым чертежам. Следовательно, кажутся идентичными. Первый диск отдает половину заряда, идет на точку съема. Второй достигает точки уравнителя потенциала первого и там отдает половину заряда.
Порой люди интересуются принципом работы прибора, ведь первый диск отдал остаточный заряд на уравнителе, второй поступил аналогично. Где взять энергию для смены знака?
Объяснение принципа работы
Энергия для смены знака на уравнителе берется из силы оператора. Помните, уже между щетками и уравнителями диски движутся друг другу навстречу со взаимным отталкиванием. Плотность заряда повышена. Принцип действия уравнителя не отличается от съемника. Более сильный заряд противолежащего диска буквально выталкивает через медную проволоку остатки на разряжаемом, и энергии хватает на смену знака.
В машине происходит съем заряда за счет повышения поверхностной плотности. В одной точке энергия запасается в лейденские банки, в другой служит для смены знака. Причём индукционные нейтрализаторы, видимо, некогда не отличались друг от друга. Оттого возникает путаница с названиями. По сути оба – нейтрализаторы. Если бы замыкающую проволоку из меди со съемными щетками назвали уравнителем, каламбур бы исчез. Повторим подробно:
- В конструкции два типа конденсаторов. Во-первых, к указанному классу относятся лейденские банки как накопители заряда. Во-вторых, каждый сегмент обоих дисков считается конденсатором с алюминиевыми обкладками и диэлектриком между ними.
- В машине два типа нейтрализаторов по сути их действия – понижающих заряд алюминиевых сегментов. Первый служит для заряда лейденских банок, второй – для поляризации (смены знака).
Вся энергия в конечном итоге берется не от электризации воздухом или трением меди и алюминия, их расстыковки. Нет! Энергия получается за счет принудительного наполнения конденсаторов силой кручения дисков. А выполняются процессы за счет резкого повышения поверхностной плотности зарядов в точках съема.
Индукционные нейтрализаторы
Нейтрализаторы в процессе работы способны загрязняться. Следовательно, периодически требуется чистить, иначе снижается эффективность. В машине Вимхерста факт уменьшения КПД мало играет роли. Если машина не работает, стоит проверить чистоту игл. В конструкции используется четыре индукционных нейтрализатора:
- Сдвоенные уравнители лежат практически перпендикулярно друг другу.
- По одному съемнику – на каждую лейденскую банку.
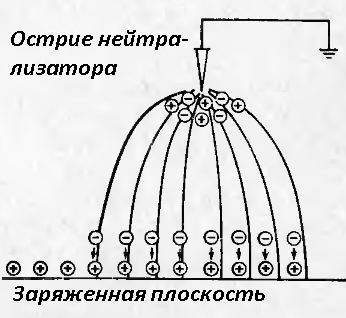
Представляют собой щетку из тонкой проволоки либо острых зубчатых плоских гребней (расчесок). Основа бывает металлической, что используется в машине Вимхерста, и деревянной. Острия всегда металлические, назначение – по возможности быстро отводить заряд на заземление. Принцип действия: по мере приближения остриев к заряженной плоскости линии напряженности смыкаются на них, образуя высокие значения.
Для справки. Плотность линий поля прямо пропорциональная напряженности в данной точке.
Повышенная плотность в районе острия способствует ионизации воздуха (без искры) и образованию зарядов обоих знаков, проводящих ток в нужном направлении. Параметры нейтрализаторов сильно зависят от расстояния между остриями и уменьшением радиуса их кривизны (заточкой). Применяемые в машине Вимхерста проволочные нейтрализаторы в виде щеток наименее эффективны. На съемниках стоят гребенки либо иглы. Считается, что для последних нейтрализаторов максимальная результативность достигается при указанных условиях:
- Соотношение высоты игл к расстоянию между ними от 0,6 до 1,8.
- Длина игл 12 – 50 мм и более.
- Диаметр игл 0,5 – 1 мм.
Уменьшение угла заточки за 60 градусов (повышение кривизны) в этом случае слабо влияет на свойства нейтрализатора. Иглы желательно поднести на расстояние от 5 мм к поверхности. Чем ближе, тем быстрее происходит съем заряда. Фактически минимальное расстояние до плоскости зависит исключительно от собственных вибраций диска. Касание не приведет к отказу системы, но резко снизится срок эксплуатации за счет механического разрушения отдельных элементов.
В противовес общепринятому мнению, созданному от бесконечных демонстраций машины, иглы лучше крепить на диэлектрическом основании. Предпринятым шагом уменьшается ёмкость между диском и гребнем, чем повышается плотность заряда: С = q/U. Заряд уже априорно задан, понижение емкости повышает разницу потенциалов (напряжение), чем облегчается процесс ионизации.
Для безопасности нейтрализатор снабжается кожухом. Нелишне напомнить, что прочие части (помимо ручки вращения) машины Вимхерста в период работы трогать нельзя. Края кожуха удалены от игл нейтрализатора не менее 50 мм.
Индукционным тип приборов назван за действие на расстоянии. Процесс носит название электростатической индукции. Это значит, что один заряженный предмет на расстоянии влияет на второй, без заряда. В металле электроны слабо связаны с решеткой, легко идут в сторону, куда увлекаются полем. Эффект носит поверхностный характер по понятной причине – линии напряженности не могут проникнуть в металл. По-другому: заряды в толще проводника перераспределяются, пока не нейтрализуют полностью внешнее поле.
В результате на поверхности иглы индуцируется заряд. Линии напряженности поля замыкаются на нем, одновременно сходясь отовсюду, как показано на рисунке. Разница потенциалов неизмеримо вырастает, вызывается ионизация воздуха. Она умеренная, при работе машины Вимхерста на щетках, как правило, нет искрения.
Вместо заключения
Индукционные нейтрализаторы возможно использовать иным способом – снимая заряд с жидких диэлектриков. К примеру, нефти. На производстве любая искра вызовет негативные последствия. Достаточно вспомнить о взрыве на скважине в Мексиканском заливе.

Таким образом, гребенка способна скользить по диску. В ранних конструкциях изготавливался единым, без секторов, однородным и из плотного материала (см. рис.). Работал без алюминиевых конденсаторов. Физики, хорошо разобравшиеся с машиной, смогли ее усовершенствовать.
Благодарности
Авторы сердечно благодарят заморского товарища Релаторио Финала за понятные и наглядные рисунки и фото. Оригинал работы выложен на всеобщее обозрение по адресу: ifi.unicamp.br/
Без ютубовского канала магазина Чип&Дип авторы не увидели бы замечательных скринов: youtube.com/channel/UCUlNxWT1y3SmOmeYzqAKrWQ
- Почему стиральная машина не набирает воду
- Какая посудомоечная машина лучше
- Почему не отжимает стиральная машина
- Почему стиральная машина не крутит барабан
 Почему стиральная машина не набирает воду
Почему стиральная машина не набирает воду Какая посудомоечная машина лучше
Какая посудомоечная машина лучше Почему не отжимает стиральная машина
Почему не отжимает стиральная машина Почему стиральная машина не крутит барабан
Почему стиральная машина не крутит барабанСпасибо. Было интересно. Хотелось бы получить немного расчетов.
Толковое пояснение, в отличии от многих других, совершенно не понимающих истинную природу процессов в данной конструкции.
Электрофорная машина Гольца
Исторический период наиболее активных экспериментальных исследований в области электрических явлений связан с появлением первых электростатических машин, действие которых позволяло получать электрическую энергию благодаря совершению механической работы.
Механическая работа заключалась во вращении определенных частей машины, при котором преодолевались силы притяжения (разноименных) и отталкивания (одноименных) электрических зарядов, присутствовавших на наэлектризованных элементах машины.
Эксперименты с подобными машинами способствовали лучшему пониманию исследователями того времени самой природы электричества и принципов электрических взаимодействий. 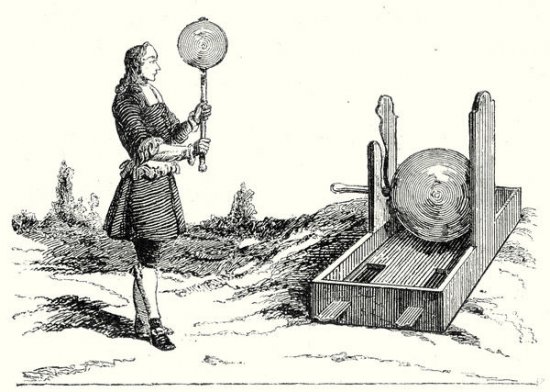
Создание первой электростатической машины трения историки приписывают немецкому ученому Отто фон Герике, который в 1650 году впервые создал такое устройство. Это была машина, работа которой основывалась на уже известном тогда явлении электризации тел трением. Однако машины трения обладали значительным недостатком — их работа требовала приложения больших механических усилий.
В отличие от машин трения, созданные позже электрофорные (индукционные) машины были лишены этого недостатка, поскольку для получения электрической энергии им не нужно было прямого контакта электризуемых частей с индуктором (с той частью, которая вызывала электризацию).
Так, первая электрофорная машина, то есть такая электростатическая машина, которая не требовала взаимного трения ее частей для получения электризации, была построена в 1865 году немецким физиком Августом Теплером. Изобретатель придерживался мнения, что именно электрофорные машины позволят эффективно получать электричество за счет преобразования механической энергии.
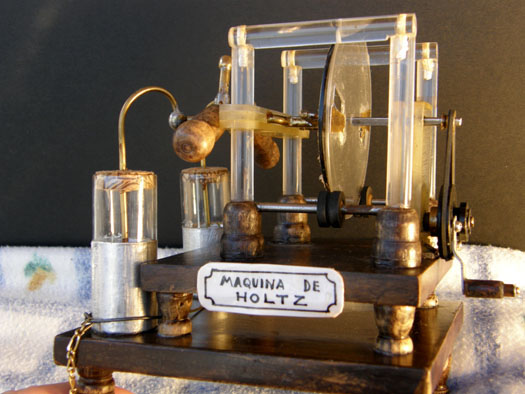
Примерно в это же время немецкий физик Вильгельм Гольц (нем. Holtz), независимо от Теплера, спроектировал более простую и более эффективную электрофорную машину, которая производила большую разность потенциалов, и даже могла служить источником постоянного тока для осветительных целей. Именно машины Гольца стали первыми электрофорными машинами, которые появились в учебных кабинетах образовательных учреждений.
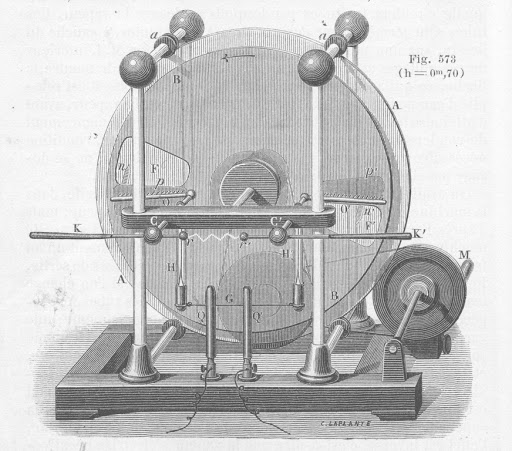
Главные части машины Гольца — два стеклянных диска и металлические гребенки, предназначенные для снятия заряда. Один из дисков закреплен неподвижно, а другой может вращаться. Диски установлены на общей оси. В одном из музейных экспонатов неподвижный диск имеет диаметр 100 см, тогда как вращающийся диск – 94 см.
Неподвижный диск опирается на эбонитовую пластину и поддерживается в вертикальном положении эбонитовыми же кружками на изолирующих стойках. В неподвижном диске вырезаны окна, на задней стороне которых наклеены неполные бумажные секторы, именуемые оправами.
Оправы оканчиваются бумажными язычками, передние заостренные края которых направлены к подвижному диску и немного изогнуты. Диски, оправы и язычки покрыты гуммилаком (смолистое вещество).

Вдоль горизонтального диаметра подвижного диска, спереди, с каждой из его сторон, установлены латунные гребенки. Эти гребенки соединены с соответствующими латунными кондукторами, на концах которых установлены проводящие шары, через которые проходят латунные стержни, оканчивающиеся с внутренней стороны шариками, с наружной — деревянными (изолирующими) ручками. Стержни можно двигать, отдаляя или сближая шарики.
К кондукторам могут быть присоединены лейденские банки (внутренними обкладками), наружные обкладки которых соединяются между собой проводником. Два латунных столбика спереди машины служат для присоединения проводов, к этим столбикам можно прислонить шарики, просто наклонив кондукторы.
Передний диск приводится во вращение посредством ременной передачи и системы шкивов, соединенных с рукояткой, с помощью которой экспериментатор и приводит данный механизм в движение. Однако, прежде чем начать работу с машиной, необходимо наэлектризовать бумажные секторы (оправы) разноименными зарядами (обозначим их как р+ и р-).
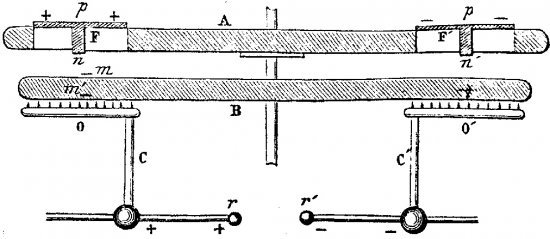
Данные оправы, будучи заряжены, благодаря явлению электростатической индукции, станут воздействовать на вращающийся диск, а диск в свою очередь будет воздействовать на гребенки О и О’.
По мере вращения диска, оправа (в окне F) с зарядом р+ наведет (индуцирует) отрицательный заряд на задней части m вращающегося диска, и заряд такого же знака будет притянут из гребенки О, опять же благодаря явлению электростатической индукции. Часть диска m’ примет отрицательный заряд от гребенки О, а сама гребенка О вместе со своим кондуктором С и шариком r поэтому станут заряжены положительно.
Итак, диск электризовался отрицательно с обеих его сторон (в местах m и m’), а кондуктор на левой стороне машины — положительно. Диск продолжает вращение, и вот, части его поверхности m и m’ подходят к окну F’, расположенному на неподвижном диске справа.
Влияние установленной здесь оправы с отрицательным зарядом p- усиливается поверхностью m’, значит с гребенки О’ в сторону диска будет притянут положительный заряд. Соответственно и кондуктор С’, и шарик r’ зарядятся отрицательно. Поверхность m принимает притянутый с гребенки положительный заряд. Диск продолжает вращение и цикл повторяется.
Электростатические генераторы считаются самыми древними источниками электрического напряжения: Как устроены и работают электростатические генераторы
Как сделать электрофорную машину в домашних условиях, электростатический генератор хайда
Электрофорная машина
Электрофо́рная маши́на
(генератор Уимсхёрста (неправильно: Вимшурста) (англ. Wimshurst)) — электростатический генератор, электрическая машина для генерирования высокого напряжения, разработана между 1880 и 1883 британским изобретателем Джеймсом Уимсхёрстом (англ.) (1832–1903). Использует явление электростатической индукции, при этом на полюсах машины (лейденских банках) накапливаются электрические заряды, разность потенциалов на разрядниках достигает нескольких сотен тысяч вольт. Работает с помощью механической энергии.
Описание работы[ | ]
Схема электрофорной машины Уимсхёрста
Машина состоит из двух соосных дисков (А и В) из изолирующего материала, на которые нанесены проводящие секторы (см. схему). Диски приводятся во встречное вращение с равной угловой скоростью. Предположим, что сектор A1 вначале несёт небольшой избыточный положительный заряд, а сектор B1 — отрицательный. Когда A1 движется влево, а B1 — вправо, их потенциалы растут за счёт работы, выполняемой против силы их электростатического притяжения.
Когда A1 достигает положения напротив сектора B2 пластины B, который в этот момент контактирует со щёткой Y, он будет под высоким положительным потенциалом и, таким образом, вызовет разделение заряда в проводнике, соединяющем Y и Y1, перенеся большой отрицательный заряд на B2 и большой положительный заряд на удалённый сектор, которого в этот момент касается щётка Y1.
Двигаясь дальше, A1 касается щётки Z и частично разряжается во внешнюю цепь (нагрузкой может быть, например, лейденская банка). При последующем вращении дисков, А1 касается щётки X, которая связана проводником со щёткой X1, и снова получает заряд, на этот раз отрицательный, который отталкивается отрицательно заряженным сектором B2 (находящимся в этот момент напротив сектора на диске А, контактирующего со щёткой X1). Таким образом, положительный заряд переносится справа налево верхней частью диска А, а отрицательный слева направо его нижней частью.
Схема работы электрофорной машины. Секторы представлены движущимися квадратами, контактные щётки — стрелками. Красным цветом обозначен положительный заряд, зелёным — отрицательный.
Каков принцип работы электрофорной машины
Из силы оператора берется энергия для смены знаков. Уже между уравнителями и щетками диски двигаются со взаимным отталкиванием навстречу друг другу. Свою роль играет количество оборотов в минуту. Повышена плотность заряда. Сильнейший заряд противолежащих дисков выталкивает остатки через отрезки медной проволоки. Из этого вытекает энергия, достаточная для смены знака.
За счет повышения показателей поверхностной плотности происходит съем заряда в приборе. В единичной точке делаются энергетические запасы в банке Лейдена, другое место служит для изменения знака. Индукционные нейтрализаторы практически не имеют отличий. Они оба выполняют общую функцию нейтрализации энергии. Общая схема:
- Существует 2 типа конденсаторов в конструкции: банки Лейдена, где заряд накапливается, и комбинация сегмента обоих дисков с диэлектриком и алюминиевой обкладкой.
- Понижением заряда алюминиевых сегментов занимаются 2 вида нейтрализаторов. Первый используется для смены знака или поляризации, второй для зарядки лейденовской банки.
Вся энергия поступает не от трения алюминия и меди или электризации воздуха. Она создается за счет принудительных наполнений конденсаторов силой кручения диска. Все процессы выполняются благодаря резкому повышению в точках съема поверхностной плотности зарядов.
История[ | ]
Электрофорная машина была разработана в 1865 году немецким физиком-экспериментатором Августом Тёплером. Одновременно с Тёплером и независимо от него электрофорную машину изобрёл другой немецкий физик Вильгельм Хольц. Машина Хольца по сравнению с машиной Тёплера позволяла получать большую разность потенциалов и могла использоваться в качестве источника постоянного электрического тока. В то же время она имела более простую конструкцию[1]. Между 1880 и 1883 годами её усовершенствовал английский изобретатель Джеймс Уимсхёрст (англ.). Используемые в настоящее время для демонстраций электрофорные машины представляют собой модификации машины Уимсхёрста.
Применение электрофорной машины
С 70-х гг. машина Вимшурста не используется для непосредственной добычи электрической энергии. Сегодня она выступает историческим экспонатом, иллюстрирующим историю возникновения и развития научно-технического прогресса и инженерной мысли. Лабораторная демонстрация, для чего создают электрофорную машину, показывает различные явления и эффекты электричества.
Допустимо использование индукционных нейтрализаторов, снимая заряды с жидких диэлектриков, например нефти. На любом производстве в воздухе получить искру опасно, это может привести к пагубным последствиям, задымлению и даже взрыву.
История открытий и исследований в области электричества имеет тесную связь с применением различных конструкций и устройств для получения электрических зарядов. Свою роль в научных изысканиях сыграла электрофорная машина, действие которой основано на возбуждении электричества благодаря индукции.
Принципиальные электросхемы, подключение устройств и распиновка разъёмов

Принцип работы генератора статического электричества (ещё их называют электрофорные машины) заключается в том, что диски вращаются относительно друг друга в противоположные стороны и создают положительные и отрицательные заряды. При вращении дисков по мере накопления зарядов происходит разряд — молния между электродами.
принцип действия, как работает, конструкция, устройство и применение
Генератор Вимшурста или электрофорная машина – это индукционный электростатический прибор, созданный как непрерывный источник электрической энергии. В XXI веке используется как вспомогательная техника для демонстрации физических опытов, касающихся различных электрических эффектов и явлений.
Немного из истории изобретения
В 1865 г. физик-экспериментатор из Германии Август Теплер разработал итоговые чертежи электрофорной машины. Одновременно с этим было сделано второе независимое открытие подобного агрегата немецким ученым Вильгельмом Хольцем. Главным отличием прибора была возможность получать большую мощность и разность потенциалов. Хольц считается создателем источника постоянного электрического тока.
Простая начальная конструкция применения электрофорной машины в 1883 г. была усовершенствована Джеймсом Уимсхерстом из Англии. Его модификация используется во всех физических лабораториях для наглядной демонстрации опытов.
Конструкция электрофорной машины
2 соосных диска вращаются друг против друга, неся при этом простейшие конденсаторы из алюминиевых секторов. Благодаря случайным процессам в первичный момент на участке одного из сегмента образуется заряд. Вызывается явление процессом трения о воздух. Из-за симметричности конструкции нельзя заранее предсказать итоговый знак.
В конструкции используются 2 лейденовские банки. Они создают из последовательно включенных конденсаторов единую систему. Это влияет на двойное уменьшение требований к рабочему напряжению в каждой емкости. Следует подбирать одинаковые номиналы, это залог равномерного распределения рабочего напряжения.
Снять напряжение призваны индукционные нейтрализаторы. Вся конструкция напоминает металлический гребень, парящий на некотором расстоянии над диском. В точку съема заряда приходят оба диска с эквивалентными знаками внешней поверхности. Нейтрализаторы спарены. После осуществления разгрузки сильно снижается заряд сегментов. В дополнительных конструкциях щетка легко соприкасается с краем диска.
Оператор за счет силы электрического привода либо собственной рукой насильно сближает отталкивающиеся элементы системы. Взаимодействующие друг с другом заряды стараются расположиться как можно дальше. Процесс способствует резкому росту поверхностной плотности зарядов во всех точках съема.
Электричество собирается в лейденовских банках с гребней нейтрализаторов. Происходит быстрый рост напряжения. Избежать выхода из строя системы помогает разрядник, прикрепленный к 2 электродам. Возможно получение дуги различно силы при регулировании дистанции между ними. Существует взаимосвязь: чем сильнее напряженность поля между 2 разрядниками, тем более шумный эффект сопровождает процесс опустошения банок Лейдена.
Сегменты остаются опустошенными после точки съема заряда. По течению движения устанавливаются уравнители потенциала или нейтрализаторы по принципу действия. Каждая противоположная сторона диска уже отдала заряд у различных щеток. В момент прохождения точки съема и после нее остаточные знаки заряда являются различными.
Отрезок толстой проволоки из меди с щетками из тончайших проволочек, парящих на небольшой высоте или трущих сегменты, способствует замыканию указанных противоположностей. Результат – заряды на обоих сегментах приравниваются к нулю, вся энергия превращается согласно закону Джоуля-Ленца в тепло, образующееся на утолщенной медной жиле.
Что такое банки Лейдена
Первым электрическим конденсатором, созданным учеными из Голландии Питером ван Мушенбруком, была лейденская банка. Изобретенный конденсатор имеет форму цилиндра с широким или средним горлом разного диаметра. Лейденскую банку делают из стекла. Изнутри и снаружи она оклеена специальным листовым оловом. Прикрывается изделие деревянной крышкой. Главной функцией изобретения является накопление и хранение больших зарядов.
Стимулировало создание такой банки широкое изучение электричества, общей скорости его распространения, а также свойств проводимости электроэнергии различных материалов. Благодаря ей получилось впервые добыть электрическую искру искусственным путем. Сейчас банки Лейдена применяются только как неотъемлемая часть электрофорных машин.
Каков принцип работы электрофорной машины
Из силы оператора берется энергия для смены знаков. Уже между уравнителями и щетками диски двигаются со взаимным отталкиванием навстречу друг другу. Свою роль играет количество оборотов в минуту. Повышена плотность заряда. Сильнейший заряд противолежащих дисков выталкивает остатки через отрезки медной проволоки. Из этого вытекает энергия, достаточная для смены знака.
За счет повышения показателей поверхностной плотности происходит съем заряда в приборе. В единичной точке делаются энергетические запасы в банке Лейдена, другое место служит для изменения знака. Индукционные нейтрализаторы практически не имеют отличий. Они оба выполняют общую функцию нейтрализации энергии. Общая схема:
- Существует 2 типа конденсаторов в конструкции: банки Лейдена, где заряд накапливается, и комбинация сегмента обоих дисков с диэлектриком и алюминиевой обкладкой.
- Понижением заряда алюминиевых сегментов занимаются 2 вида нейтрализаторов. Первый используется для смены знака или поляризации, второй для зарядки лейденовской банки.
Вся энергия поступает не от трения алюминия и меди или электризации воздуха. Она создается за счет принудительных наполнений конденсаторов силой кручения диска. Все процессы выполняются благодаря резкому повышению в точках съема поверхностной плотности зарядов.
Применение электрофорной машины
С 70-х гг. машина Вимшурста не используется для непосредственной добычи электрической энергии. Сегодня она выступает историческим экспонатом, иллюстрирующим историю возникновения и развития научно-технического прогресса и инженерной мысли. Лабораторная демонстрация, для чего создают электрофорную машину, показывает различные явления и эффекты электричества.
Допустимо использование индукционных нейтрализаторов, снимая заряды с жидких диэлектриков, например нефти. На любом производстве в воздухе получить искру опасно, это может привести к пагубным последствиям, задымлению и даже взрыву.
История открытий и исследований в области электричества имеет тесную связь с применением различных конструкций и устройств для получения электрических зарядов. Свою роль в научных изысканиях сыграла электрофорная машина, действие которой основано на возбуждении электричества благодаря индукции.
§3 Современные машины, область их применения.
Люди научили электричество ещё одной профессии – проводить в движение машины. Машинист поворачивает рукоятку выключателя. Мощные электрические двигатели начинают вращать колеса электровоза, и поезд плавно движется по рельсам.
Откуда у двигателя такая сила? Ученые заметили, что если по двум параллельно расположенным проводам токи текут в одном направлении, то провода притягиваются друг к другу, а если токи текут в разных направлениях, провода стремятся оттолкнуться друг от друга. Силы взаимодействия проводников с током и заставляют вращаться электрические двигатели.
Практическая часть
§5 Испытание машины.
Демонстрация экспериментов электрических законов с применением электрофорной машины Вимшурста.
Для изучения электричества и его законов в школе на уроках физики удобно все связать с наглядностью. С этой целью нам удобно использовать электрофорную машину. Это своего рода источником электрических зарядов.
Она очень удобна и практична, поскольку в виду своего малого размера способна выдавать достаточно большое напряжение на концах кондукторов, порядка нескольких сотен тысяч вольт. И с этой целью мне бы хотелось продемонстрировать ряд экспериментов, в который электрофорная машина занимает главное место.





